



摘要:以日本进口的HN系列卧式加工中心为研究对象,提出了解决该加工中心主轴箱自重影响Y 轴平衡问题的改进方案,通过改进液压平衡系统,提高了卧式加工中心的加工精度和运动平稳性。
关键词:加工中心;主轴箱;油缸平衡;蓄能器平衡
卧式加工中心是用于加工箱体类零件的一种通用性很强的切削加工机床,可对箱体类零件进行平面铣削、曲面铣削、钻孔、扩孔、攻丝、绞孔和镗削加工,还可以测量零件的形状和位置公差。使用卧式加工中心能够大大提高加工效率。
我国20 世纪从日本新潟铁工进口了许多HN 系列卧式加工中心[1],这些加工中心因长期使用加工精度有所降低,已不能满足企业生产要求。考虑到成本问题,企业大多选择对该系列卧式加工中心进行维修和技术改造。
1、 HN 系列卧式加工中心结构
HN 系列卧式加工中心是Z 轴立柱进给结构,如图1 所示[2]。床身采用横纵分体结构,呈T 字形布置,为多点支撑;立柱安装在纵床身上,可作前后移动(Z 轴);主轴箱安装在立柱上,可作上下移动(Y 轴);工作台安装在横床身上,可作左右移动(X 轴)。
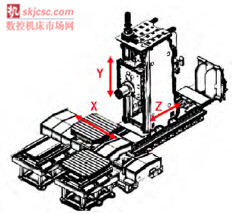
图1 HN 系列卧式加工中心结构
HN 系列卧式加工中心主轴箱安装在Y 轴立柱上,主轴箱自身质量较大,为保证加工中心具有稳定的加工状态和快速响应速度,需加装平衡装置,以消除自重对移动精度和控制的影响,防止Y 轴漂移,减轻伺服驱动电机的负载。
2、 HN 系列卧式加工中心Y 轴液压平衡系统设计
考虑到卧式加工中心的加工及结构特点,为减少系统惯性,采用了带有蓄能器的液压平衡系统来平衡主轴及主轴箱的质量,以提高机床精度和运动平稳性。
液压平衡系统主要采用在Y 轴增加平衡油缸的方式来消除主轴箱自重对其移动精度和控制的影响[3-5]。图2 所示为增加平衡油缸后的液压系统,在该系统中采用了皮囊式蓄能器,其外部是焊接或锻造而成的压力容器,内部由油液和作为气密隔离件的皮囊构成。气体和液体被皮囊隔开,皮囊里充入氮气作为可压缩工作介质;皮囊周围油液与液压回路连通,当主轴箱向下移动时,液压平衡油缸工作容积变小,多余油液被挤入皮囊式蓄能器,进而压缩皮囊内部气体体积,储存液体压力能,此时液压系统压力表所示的油液压力值随主轴箱逐渐向下移动而升高;主轴箱向上移动,液压平衡油缸工作容积变大,油缸内所需油量增加,之前被压入蓄能器的油液会因皮囊产生的弹力将油液压回液压系统,此时液压系统压力表所示油液压力值随主轴箱逐渐向上移动而降低。
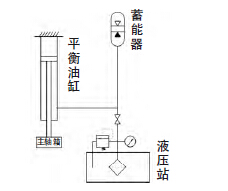
图2 Y 轴液压平衡系统
3、 HN 系列卧式加工中心Y 轴液压平衡系统主要部件参数计算
根据液压平衡系统设计方案,选择单油缸布置蓄能器。HN 系列卧式加工中心Y 轴总行程为1 040 mm,工作行程为870 mm,主轴箱质量为650 kg,主轴箱最大移动速度为20 000 mm/min。
3.1 油缸参数计算
根据油缸参数设计公式计算油缸直径D,取λ=0.3、p=1.6 MPa:
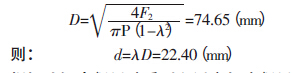
根据油缸内径尺寸系列和活塞杆直径尺寸系列[6],选择油缸内径D=80 mm,活塞杆直径d=25 mm,总行程1 040 mm,工作行程870 mm。油缸所需的平衡压力为:
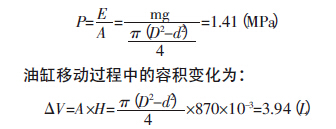
3.2 蓄能器参数计算
根据蓄能器平衡进行计算,为满足行程要求,蓄能器预充压力为 ]:
根据蓄能器产品系列表,选择容积大于70L 的蓄能器即可。
4 、小结
新潟HN 系列卧式加工中心主轴箱安装在Y 轴上,因主轴箱自身质量较大,影响Y 轴移动响应速度,为其增加液压平衡装置后可有效地改善电机响应特性,提高加工精度,减少滚珠丝杆的空载转矩及丝杆磨损,保证丝杆精度,实现高速、高精度加工,减少机床的冲击与振动,提高机床精度和运动平稳性。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

