

一、发动机与飞机
1.发动机种类
1)涡轮喷气发动机(WP)WP5、WP6、WP7、……WP13
2)涡轮螺桨发动机(WJ)WJ5、WJ6、WJ7
3)涡轮风扇发动机(WS)WS9、WS10、WS11
4)涡轮轴发动机(WZ)WZ5、WZ6、WZ8、WZ9
5)活塞发动机(HS)HS5、HS6、HS9
2.发动机的结构与组成
燃气涡轮发动机主要由压气机、燃烧和涡轮三大部件以及燃油系统、滑油系统、空气系统、电器系统、进排气边系统及轴承传力系统等组成。(发动机的整体构造如下图1)三大部件中除燃烧外的压气机与涡轮都是由转子和静子构成,静子由内、外机匣和导向(整流)叶片构成;转子由叶片盘、轴及轴承构成,其中叶片数量最多(见表1~5)
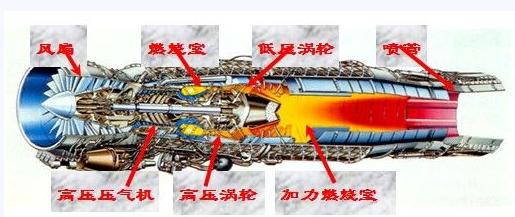
发动机整体结构
3.发动机工作原理及热处理过程
工作原理:发动机将大量的燃料燃烧产生的热能,势能给涡轮导向器斜切口膨胀产生大量的动能,其一部分转换成机械功驱动压气机和附件,剩余能由尾喷管膨胀加速产生推力。
热力过程:用p-υ或T-S图来表示发动机的热力过程:
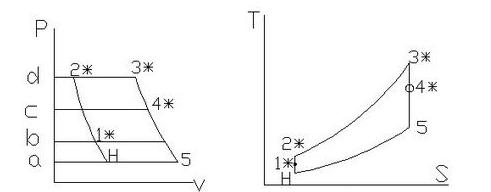
发动机等压加热理想循环
4.飞机与发动机
发动机是飞机的动力,也是飞机的心脏,不同用途的飞机配备不同种类的发动机。如:
1)军民用运输机、轰炸机、客机、装用WJ、WS、WP类发动机。
2)强击机、歼击机、教练机、侦察机、装用WP、WS、HS类发动机。
3)军民用直升机装用WZ类发动机。
二、叶片
在燃气涡轮发动机中叶片无论是压气机叶片还是涡轮叶片,它们的数量最多,而发动机就是依靠这众多的叶片完成对气体的压缩和膨胀以及以最高的效率产生强大的动力来推动飞机前进的工作。叶片是一种特殊的零件,它的数量多,形状复杂,要求高,加工难度大,而且是故障多发的零件,一直以来各发动机厂的生产的关键,因此对其投入的人力、物力、财力都是比较大的,而且国内外发动机厂家正以最大的努力来提高叶片的性能,生产能力及质量满足需要。
1.叶片为什么一定要扭
在流道中,由于在不同的半径上,圆周速度是不同的,因此在不同的半径基元级中,气流的攻角相差极大,在叶尖、由于圆周速度最大,造成很大的正攻角,结果使叶型叶背产生严重的气流分离;在叶根,由于圆周速度最小,造成很大的负攻角,结果使叶型的叶盆产生严重的气流分离。因此,对于直叶片来说。除了最近中径处的一部分还能工作之外,其余部分都会产生严重的气流分离,也就是说,用直叶片工作的压气机或涡轮,其效率极其低劣的,甚至会达到根本无法运转的地步。
发动机叶片数量统计如下(以WJ6、WS11为例)表:
1.WJ6
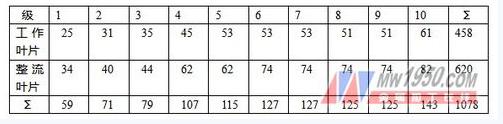
压气机叶片数量见表1 表1
涡轮叶片数量见表2 表2

发动机叶片总数
1078+424=1502
1502×500=751000
按平均价格500元/片,总产值3.755亿
2.WS11
压气机叶片总数见表3
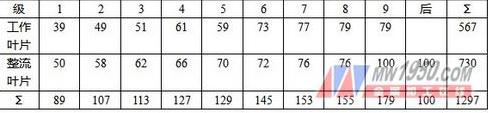
风扇叶片数量见表4

涡轮叶片数量见表5

叶片总数
1297+192+507=1996
按300台计
2000×300=600000片
按500元/片计价
共计产值3亿元。
2. 叶片的工作原理
1) 压气机叶片
顾名思义,压气机是用来“压气”地,把进口大气压PH=1的压力压到出口处的所需要的压力.我们下图来分析其压缩的原理:
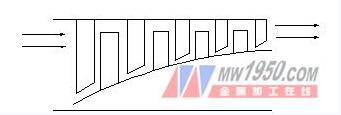
图2 压气机流通到
图3 基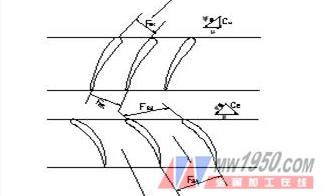 元级叶栅栏通道
元级叶栅栏通道
气体在图2中的流道内由于其容积越来越小而将气体的压力“憋”得越来越高。在图2中由于叶栅通道内的相对运动中截面积扩大,引起速度下降,ω1>ω2,气流的动能减少,减少的动能大部分转化为气流的压力能,从而使气流的压力提高P1>P2。工作轮的任务不仅要提高压力,而且要不断给气流假如轮缘功Lu使气流不断的被压缩。压气机叶片中有工作叶片和整流叶片之分,工作叶片是随着转子旋转的,而整流叶片是静止不动,给工作叶片进口或出口紊乱的气流进行整理使气流有序的流动减少流动损失。气流在整流叶片中同样是增压过程。
压气机的级数往往有很多级,这是因为它的级增压比不高,一般在1.2左右,要将气流压力提高到很高,则需很多级来完成。总压比与级压比的关系是πn*=πnIπKIIπKIII……πKn
压气机级数一般都是8级以上。
2)涡轮叶片
通过涡轮的流程通道和基元级叶片叶栅通道的结构型式来分析涡轮叶片的工作原理

图4 涡轮流程通道

图5 涡轮基元叶栅通道
从图3和图2可看出其气流进出口的状态正好相反。气流流过图3的流道时由于面积越来越大而压力越来越低。这是由于气流流过叶栅通道F1CA和F2PK膨胀过程中的压力下降很快所需要的容积。
其原理为:
由于涡轮叶片进口面积FZ大于出口面积,同样工作叶片也是如此。从燃烧室中流出的燃气速度不高,约100m/s,进入涡轮叶片后由于叶栅通道是收敛的,燃气在出口处(F1CA)膨胀,使气流的温度、压力大弧度下降,使出口速度C1(ω2)大弧度上升可过600m/s,接近音速,从而走到和完成热能、压力能转换为动能,又由动能转换为机械能。涡轮总落压比与落压比的关系如下式:
π*T=πTⅠπTⅡ……πTn
涡轮级数比压气机少,有单级、双级,大发到6级
3.叶片的几何尺寸
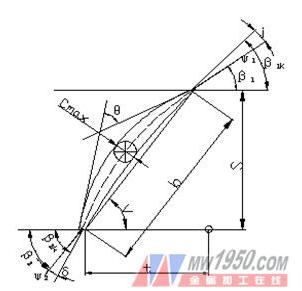
(1)压气机叶片
i—进气攻角(β1K—β1) v—安装角
β1K—进气构造角 t—栅距
β1—进气气流角 Cmax—最大厚度
β2K—排气构造角 Rq—前缘圆半径
β2—排气气流角 Rn—后缘圆半径
δ—落后角 θ—叶片弯角
S—轴向宽度 b/t—叶片稠度
b—弦长
在设计中需重点控制的参数如下:
(a)Cmax应控制在叶尖为Cmax/b=0.04~0.06;而叶根则为:Cmax/b=0.1~0.12。
(b)i应控制前几级0~-2°,后几级为1~2°。
(c)Rq、Rn可按下曲线计算得出:
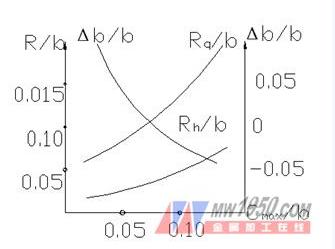
图7 叶片前后圆半径的求法
方法:根据Cmax及b查出Rq/b、Rn/b然后计算出Rq、Rn。
(2)涡轮叶片
涡轮叶栅平面参数分压气机叶片相同。
注:压气机工作叶片、整流叶片、涡轮工作叶片、导向叶片的叶片平面叶栅构造参数相同。
4.叶片的连接方式
无论是压气机叶片还是涡轮叶片,是工作叶片还是导向叶片都必须安装在发动机上使其能工作而且还要牢固,所有发动机的叶片安装方法大致有以下几种:
4) 压气机工作叶片
压气机工作叶片的下部带有燕尾榫头安装在带有燕尾榫槽的轮盘上,如图示:

图8 燕尾型榫头槽口联接
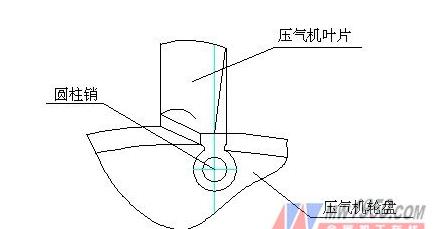
另一种用圆柱销联接如图示
5)压气机的整流叶片
整流叶片是静止不动的,因此它将叶片焊在内、外环中如图:
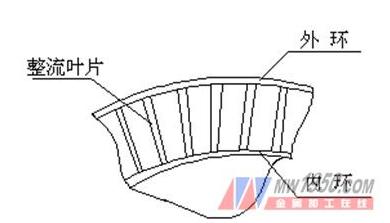
图10 整流叶片与内外环组的整流环
6)涡轮工作叶片
涡轮工作叶片都带有榫头装在带有榫槽的涡轮盘上,如图示:

7)涡轮导向叶片
涡轮导向叶片大多用挂钩
涡轮导向叶片大多用挂钩的形式与机匣联接如图12所示:
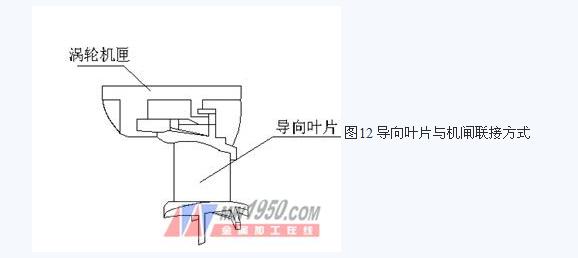
图12 导向叶片与机闸联接方式
5.叶片的工作条件
压气机叶片含风扇叶片属于冷端部件的零件,除最后几级由于高压下与气体的摩擦产生熵增而使温度升高到约600K(327°C),其余温度不高,进口处在高空还需防结冰。工作前面几级由于叶片长以离心负荷为主,后面几级由于温度以热负荷为主。总之压气机叶片使用寿命较长。叶片的使用的材料一般为铝合金、钛合金、铁基不锈钢等材料。
涡轮是在燃烧室后面的一个高温部件,燃烧室排出的高温高压燃气流经流道流过涡轮,所有叶片恰好都是暴露在流道中必须承受约1000°C的高温1Mpa的以上高压燃气的冲刷下能正常工作。因此叶片应有足够的耐高温和高压的强度。涡轮叶片的使用寿命远低于压气机叶片约2500h。叶片的最大应力点如图13示,
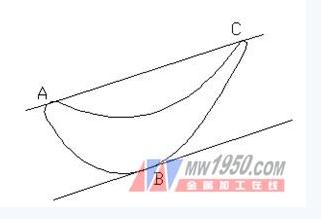
图13 叶型应力分布示意图
其应力分布为C>A>B;C、A的应力为拉伸应力,B为压应力,压气机叶片与其相同。这是转子叶片,静子叶片只承受热应力及弯曲应力,没有离心应力。叶片使用的材料一般为高温铸造合金如K403、K424等、和高温合金如GH4133等,温下高强度材料。
三、叶片加工与控制
1.加工
叶片的加工分两大部分:一部分为叶片型面加工,一部分为榫头加工及缘板加工:压气机工作叶片的型面是用高能高速热挤压成型后经抛光而成;整流叶片是由冷轧成型经抛光而成。涡轮叶片的叶型,无论是工作叶片还是导向叶片均为铸件者都是型面没有余量精密铸造件都是大余量经数铣、抛光而成。
压气机叶片和涡轮叶片的榫头及上、下缘板尺寸为机械加工而成。前面讲过在燃气涡轮发动机的所有零件中唯有叶片的故障率是最高的,造成机毁人亡的事故也时有发生。这是因为叶片的数量多,工序多、周期长、要求高,加工难度大,加工过程中的形状、位置、烧伤、缺陷、碰伤、材质转工等过程控制中,难免会出现失控的时候,给叶片(尤其是工作叶片)造成伤害,使其带病工作所致。因此,对叶片生产的全过程控制十分重要。
2.叶片的质量控制
我们说控制叶片的质量,主要是三个方面:
a.确保叶片设计强度不降低
b.确保发动机性能不降低
c.确保装配性能好
下面分别对造成上面三个方面的因素进行分析:
1)造成叶片强度下降的因素有如下几点:
a.叶片用材不当
b.叶片疏松超标 3级以上
c.叶片剖面晶粒粗大 3级以上
d.有垂直于进排气边的柱状晶
e.根部叶型变薄
f.榫齿经处以下到根部有细颈
g.进排气边也有碰缺,严重的垂直进排气边的严重划伤,造成应力集中
h.根部截面叶型厚度,设计过薄不成比例
i.叶片受到严重腐蚀而未能加工掉
j.加工中烧伤
k.叶片重量偏大
l.叶片渗层成形及厚度不合理
2)由于叶片加工不当使发动机性能下降的因素有如下几点:
a.叶型表面粗糙度过低
b.叶片安装角偏离设计值过大
c.叶片进排气边圆半径偏大不圆滑
d.进气攻角偏离设计值过大
e.叶片高度偏小
f.叶片重量偏大
3) 影响装配的主要因素:
a. 使用夹具不当加大了加工误差
b. 尺寸测量方法不正确造成测量误差
c. 加工部位的形状没有保证如直线度、平面度等
d. 加工应力过大造成加工后变形
e. 尺寸加工不到位,符合性差
4)强度、性能、装配含义的定义
强度 是指叶片在工作中由于上述因素(11个方面的因素)降低了叶片的疲劳强度造成叶片裂纹、变形、折断而导致故障,这就是我们常说叶片的疲劳强度不足。
性能 是指发动机工作中出现燃油消耗高,排气温度高,输出功率低和喘振等故障,这就是我们所说发动机性能差,这就是说以我们生产的叶片工作不匹配,原因只有两个不足:设计水平低,就是加工符合性差,也就是我们前面所说叶片平面叶栅几何参数不合适,主要原因就是上面6个方面因素所致。
装配 是指工作叶片安装到轮盘上的联接发生了困难,榫头安装不进榫槽或间隙过大,叶片摆动量过大,或过小,轴向、径向凹凸不平;导向叶片的挂钩插不进机匣的环形钩槽,或者过紧,或过松。周向、轴向、径向、凹凸不平差别很大。这就是我们所说装配性能差。造成原因就是上面所述5个方面的因素所致。
3. 加工
1)叶片型面加工
目前国内各发动机厂的叶片型面加工方法大体相同:
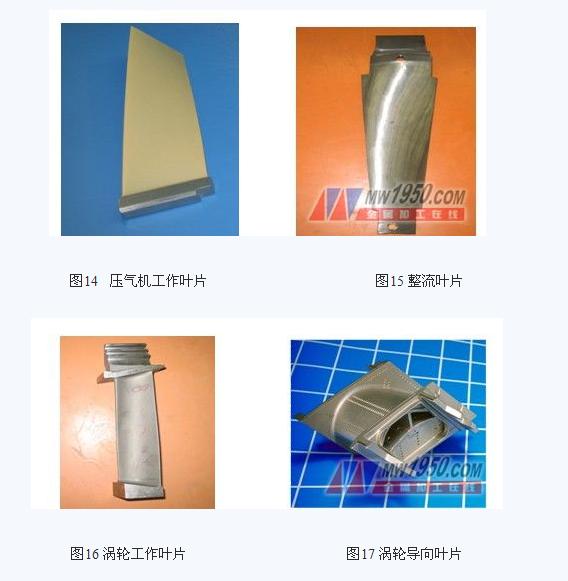
压气机工作叶片:高能高速锤热挤压成形,手工抛光而成。 见图
压气机整流叶片:板材冷轧,手工抛光而成。 见图
涡轮导向叶片: 大多数为型面无余量精铸而不需抛光,有小部分型面有小余量,需经抛光而成。见图
涡轮工作叶片: 工作叶片温度在600°C以上,大多数为型面无余量精铸而成而不需抛光。工作温度低于600°C。叶片的型面一般为大余量锻造,经数控加工,电加工后,抛光而成见图
前面所说过叶片的故障率较高,发生故障的因素也大多是如前所说的请多方面的因素。这些因素中绝大部分都是在加工中造成的,因此在叶片型面加工中注意以下事项:
①中径以下至叶根的弦长上,厚度上不允许出如图14.16所示缩颈状
②叶型尤其是下缘板转接处不允许烧伤
③叶型各截面型保持光滑平整不允许高低不平
④沿径向波纹度应线性度好不允许出现波纹状
⑤使用叶形公差均匀不允许增厚或减薄或偏摆
⑥进排气边圆半径均匀、圆滑、不允许增大
⑦保证叶片频率合格误差不大于5%
⑧不允许增重
2)冶金铸造
① 不允许出现垂直于进排气边的柱状晶粒
②叶型剖面晶粒度不超过
③ 表面渗层不宜太厚是工作叶片一般控制在0.05以下,不允许碰伤叶片。
④其余铸造缺陷应符合标值。
⑤型面铸造表面不允许大面积抛光。
3)上下缘板榫头,榫齿的加工
除压气机叶片外,所有涡轮叶片大多是使用铸造高温合金铸造而成,这些材料切削性能不好,加上断续切削刀具极易磨损导致损坏叶片。因此加工这些叶片特别时需选用好的刀具材料,好的工艺方法,选择好的切削量和切削速度。才能保证加工部分的形状与位置要求。应特别注意无论是车削、铣削还是磨削千万不能烧伤叶片任何部位。
4)钳工(去毛刺)
加工叶片:最后工序是去毛刺,这道工序也应特别小心,不允许碰坏型面,进排气边,叶片与上、下缘板转接处,榫齿槽底等部位不允许有任何碰伤R,榫齿槽底等部位不允许有任何碰伤,压伤,划痕和铣刀痕。渗后的叶片不允许碰坏,划伤,弄脏渗层表面。
按上述要求精心加工的叶片才能满足叶片:强度,性能和装配要求。
4. 叶片超差处理基本原则
1)榫齿滚棒尺寸出差大于0.01不含0.01报废
2)叶冠厚度尺寸小于0.6不含0.6报废
3)型面减薄超过公差1/3不含1/3报废
4)叶片频率要求为±8%,低了报废,高了修频
5)渗层表面不允许有成块脱落面积1mm22处以上
6)进排气边不允许有缺陷
7)沿叶高不允许有缩颈
8)冶金质量由冶金检验要求控制,凡超差叶片一律报废
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>使用 SolidWorks 快速、精确、经济高效地设计模具
- target=_blank>轨道交通机车车轮维修现状 虞行国
- target=_blank>汽车动力总成系统零件的干式加工
- target=_blank>超硬合金模具加工加工方法改进
- target=_blank>二维码技术在发动机零件加工线上的应用

- target=_blank>何敏佳:未来机器人将成为超越数控系统的新增长点
- target=_blank>切削刀具表面处理新技术介绍
- target=_blank>刀具中存在的稀有金属介绍
- target=_blank>磨削加工中如何进行冷却液导流装置
- target=_blank>数控编程软件五轴机床叶轮加工技术解决方案
- target=_blank>数控车床四爪单动卡盘上加工步骤
- target=_blank>传动进口轴承延伸寿命的方法
- target=_blank>切削液产品的需求日益增加
- target=_blank>正确选用刀具实现高效率加工
- target=_blank>杨著俊:庆鸿希望做百年企业

