



进口刀塔故障的自主维修
2021-9-30 来源: 四川航天烽火伺服控制技术有限公司 作者:杨家珺,崔博峰
摘要:针对 TS-200/12-0 刀塔频繁出现换刀时不能到达预定刀位的故障,分析故障原因,给出有效修复方案,成功实现进口刀塔的自主维修。
关键词:数控车床;进口刀塔;换刀故障
0 引言
数控车床伺服电动刀塔多选用进口刀塔。进口刀塔集机械、电气、气动、液压和自控于一体,结构复杂、装配精度高、维修难度大,外修或更换费用昂贵,始终是困扰公司设备维修、影响生产的老大难问题。为此,依靠自己技术力量修复进口刀塔,势在必行。
1、 故障现象
公司多台数控车床均出现刀塔无法正常换刀的故障。有时是在接到换刀指令后不能到达指定刀位,有时是到达了指定刀位却不能锁紧,有时是既不能到达指定刀位又不能锁紧。这些数车刀塔都是进口,主要是巴拉法蒂、迪普马两种品牌。本文以迪普马 TS-200/12-0 型刀塔(图 1)为例,介绍进口刀塔故障维修过程。
2 、刀塔工作原理
系统发出换刀指令→刀塔电机电源接通,PLC 控制转向→电机旋转,通过齿轮传动带动刀盘转动→刀位检测→预分→精确定位→刀盘锁紧→结束信号。
3、 故障原因分析
根据刀塔结构和原理,按照先机械、后电气的原则,分析故障原因如下:
(1)查看梯形图有锁紧信号,但是反向无法锁紧,怀疑锁紧的机械零件存在故障。分析原理,刀盘是靠滚轮到达高位压紧双联磁盘斜凸面,使得动齿盘定齿盘啮合来达到锁紧作用,故判断滚轮和斜凸面接触不良,导致锁紧力度不够。
(2)刀塔有时能找到刀位,有时找不到刀位,怀疑供电电压不稳定。经测量发现,多次换刀故障发生时,24 V 电压都不正常。
(3)根据刀塔结构,刀塔分度定位编码器、接近开关、预分度电磁铁线圈动作都和插销有关。通过在线监控 PLC 运行状态,将疑点集中到了电磁线圈。怀疑电磁线圈密封性能损失,线圈进入冷却液后,使得线圈工作中发热,磁力减弱。

图 1 迪普马 TS-200/12-0 型刀塔
4、 维修过程
4.1 更换密封圈
拆开刀盘,发现腔体密封圈有损坏,造成腔内缺油,齿轮干磨。为此,现场测量确定密封圈尺寸,选用抗氧化、耐油、耐酸碱、耐老化和气密性好的氯丁橡胶,自制密封圈进行更换。
4.2 打磨修复凸轮高点接触面
刀盘中的 3 个齿轮带动滚轮让刀塔转动,换刀时,滚轮在低点,到位后滚轮到达高点锁紧。现在刀塔锁紧力度不够,加工中刀盘跑位,拆卸后发现刀盘锁紧点不平衡,磨损严重。重新磨平凸点,但尺寸变低。为此,根据磨平的尺寸和刀盘的间隙,在动轮后面加上 G20 轴承钢片垫子,重新安装调试好后,刀盘锁紧力度合适。
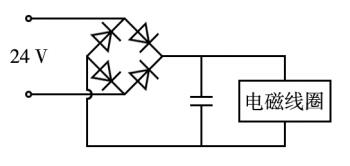
图 2 改造前的 24 V 电源回路
4.3 改造电磁线圈
由于线圈断电瞬间会产生高于数倍供电电压的反向电压,造成控制电路的器件击穿损坏。在线圈两端并联反向二极管,相当于增加了一个反向电压的泄放回路,避免了对回路的损害。
4.4 重新设计 24 V 电源回路
拆下线圈后发现线圈温度过高,测量电压只有 10 V。设备出厂时 24 V 电源如图 2 所示,整流桥堆输出的电源为脉动直流电,纹波电压高导致电源效率降低,产生浪涌电压或电流,烧毁用电设备。为避免纹波,在整流桥堆后添加滤波电容,将脉动直流电尽可能转换为平滑直流电,提高电源工作效率和稳定性。考虑到设备线圈等部件使用年限过久,线圈等元件发热过载,容易引起电源反复损坏。为此,引入开关电源,将市电整流后得到直流电压,利用开关管的导通和关断,将得到的电压截成矩形波,把高能量切割成无数个低能量,传寄给输出端,输出端通过输出电压的高低,对输入端进行反馈(调整切割的频率,以及占空比),达到稳定输出电压的目的。改造后的 24 V 电源回路如图 3 所示。
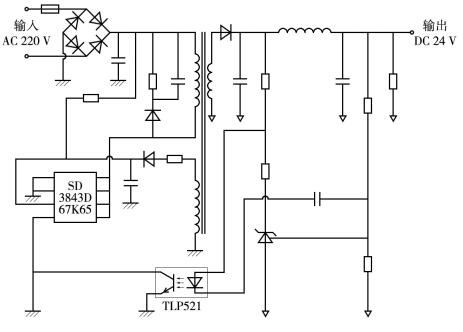
图 3 改造后的 24 V 电源回路
5、 结束语
经过反复装调,刀塔恢复了正常换刀。本次维修后,设备正常工作已近一年,未再出现同类故障。通过这次维修,解决了数控车床刀塔维修难题,填补了公司这项维修技术的空白。将本方法推广到其他几台数控车床刀塔维修,效果十分显著。希望为行业内同类故障的自主维修提供借鉴。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

