



随动刀库的任意换刀点的控制
2021-8-13 来源: 沈机集团昆明机床股份有限公司 作者:李攀科,杨林,邹涛,高鹏飞
摘要: 文中介绍了运用 SINUMERIK 840D sl 实现随动刀库任意换刀点控制的一种方法。按随动刀库定位坐标的计算公式实现刀库的初次定位,然后运用距离检测接近开关检测刀套位置,采用 PLC 控制数控轴的增量定位功能进行定位微调,最终实现随动刀库的精确定位控制。
关键词: 随动刀库; 任意换刀点控制
1 、随动刀库的换刀方式
动梁式龙门机床,它的刀库安装在龙门立柱上,换刀手臂在动梁上,其机械结构如图 1 所示。由于立柱与动梁在垂直方向上存在着相对运动,导致换刀点会随着动梁的移动而不断改变,即在动梁运动的 AB 区间的任意位置均可换刀。这种刀库被称为随动刀库,换刀方式也被称之为任意换刀点或随机换刀点的刀库控制。有以下特点: ( 1) 刀库任意换刀点的坐标计算公式; ( 2) 实际换刀点与计算坐标间的位置误差的消除。
2、 刀库换刀点的坐标计算公式
根据刀库与机床的机械结构,动梁运动为双电机、双丝杆、双光栅尺的标准直线龙门轴 W 轴; 刀库旋转则是以伺服电机编码器为位置检测的半闭环控制,被定义成标准旋转轴 C 轴。坐标定义方向如图 1。

图1 刀库机械结构图
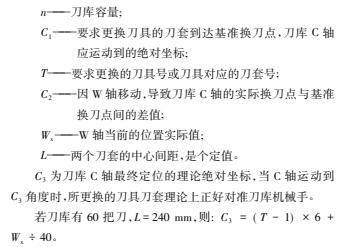
建立一个基准换刀点,如图 2 中的 A 点,令 1 号刀套正好在A 点上,且刀套的中心对准刀库机械手爪的中心,此时,刀库 C轴坐标设置成 0 度,动梁 W 轴也设定成机床的坐标原点,W 轴为负坐标。可推导出,当 W 轴停在 AB 换刀区任一某处,运行换刀指令进行找刀或还刀控制时,刀库 C 轴最终定位的理论绝对坐标的计算公式为:

3、刀库旋转运动控制
3. 1 自动换刀的刀库旋转运动
自动换刀的刀库旋转运动是指加工程序在运行换刀指令后,C 轴运动刀库将取刀或还刀刀套运动到换刀点的控制。可用两种方法。
方法 1: 直接运用 NC 程序,根据 NC 能直接读取数控系统的相关变量,运用 NC 编程的计算操作及计算功能,直接按式
( 1) 进行轴定位实现。
例如,以 60 把刀,固定刀套,两个刀的中心距为 240 mm 为例,换刀子程序如图 2 所示编写。

图 2 随动刀库的换刀子程序
程序中:
“( T_NWT-1) * 6 +( $ AA_IM[W]/240) * 6”是新刀具的刀套到达换刀点的坐标值; $ AA_IM[W],表示机床坐标系中当前 W 轴的实际值; T_NWT,表示目标刀具号,也就是编程刀具号。
“( T_ACT-1) * 6 +( $ AA_IM[W]/240) * 6”则是旧刀的刀套到达换刀点的坐标值,$ TC_MPP6[9998,1]与 T_ACT,表示换刀前主轴上的刀具号。
可见,刀库运动将新刀刀套运动到换刀点与机床主轴运动到换刀点的控制是通过 NC 程序同时实现; 另外 PLC 控制刀臂进行刀对刀的交换过程中,NC 程序同时将还刀刀套运动到了换刀点,为等待旧刀还回刀套。这种刀库运动的编程比较简单,但刀库运动控制占用 NC 资源,适用于大重型机床的固定刀套方式的换刀控制。
方法 2: 借助 PLC 程序模块 FC18 ( SpinCtrl) 实现 C 轴定位。FC18 功能模块是由 PLC 控制主轴或其他进给轴,实现数控轴的定位位置、速度、运动方向的控制,它有定位主轴、分度轴、定位轴等 11 种功能,有 6 种工作模式,如: 定位到绝对位置、增量定位、最短路径定位等。编程时需根据具体的轴设定及控制要求选择相应的模式及功能,并通过触发信号的上升沿启动或停止轴的运动。
此方法,PLC 控制的刀库运动与 NC 程序同时进行,换刀效率高,缺点是 PLC 的编程工作量大。首先 W 轴的位置实际值是 PLC 程序通过调用 FB2 功能块从 NC 变量 measPos2[.]中读取; 然后根据式( 1) ,运用 PLC 的算术计算语句,将刀库需定位的绝对坐标值计算出来,赋值给存储器,其中新刀及旧刀的刀套号分别是西门子 840D sl 刀库管理提供的刀具管理数据接口DB72.DBWn+22 和 DB72.DBWn+26; 最后通过 PLC 调用 FC18模块来控制 C 轴旋转实现刀库的初步定位,此时 FC18 的工作方式是定位轴绝对坐标最短路径定位,编程如图 3 所示。

图 3 刀库定位的 FC18 调用
3. 2 刀库定位检测与微调
刀库是采用进给伺服电机转动齿轮带动链条进行运动的,控制方式是电机内置编码器的半闭环控制,仅依靠换刀点的坐标计算公式来定位刀库,不能满足换刀要求,需要通过安装在动梁上的刀库手臂导轨架上的两个距离检测接近开关( 如图 4) 对已经初步定位的刀套进行偏离检测。

图 4 距离检测接近开关
两个接近开关的输出信号是 4 ~ 20 mA 电流信号,经模拟量输入接口模块传递给 PLC。PLC 调用 FC18 功能模块实现刀库定位微调,程序如图 5 所示。
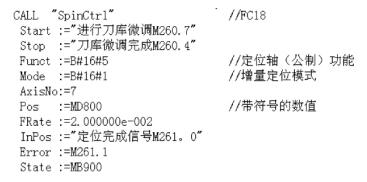
图 5 刀库定位微调的 FC18 调用
图 5 中,FC18 功能模块采用控制启动与停止的定位轴增量定位控制方式: PLC 直接对输入数据 PIW 进行大小比较,比较值大于设定值时,启动 FC18 运动 C 轴; 运动方向则是通过带符号的增量距离实现,设定的增量距离值要大于刀套最大的偏离距离; 当比较值小于设定值时,即使设定的增量距离没有运动完成,也要停止 C 轴的运动。
3. 3 手动换刀的刀库旋转运动控制
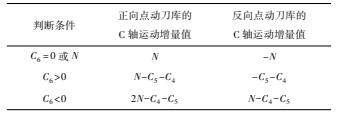
手动操作刀库对于大重型龙门机床是必要的,其中手动刀库旋转将刀套运动到换刀点的操作方法有两种: 一种是将指定刀套直接运动到换刀点,实现的方法如自动换刀的 PLC 刀库旋转运动控制; 另一种是将刀套一个一个的单步顺序运动到换刀点,这也被称为刀库点动操作。在交换刀具前都需要进行刀库定位微调。刀库点动操作的控制需要运用下面 3 个公式( 式( 2) ~ 式
( 4) ) 及表 1( 刀库手动判断表) 来进行刀库定位。

C6 计算出的值仅是一个判断条件。当刀库点动操作时,每运动一个刀套,需根据表 1 的判断条件及操作要求运行一次FC18,FC18 进行的是 C 轴的增量定位,可实现刀库点动操作。
表 1 刀库手动判断表
4、 总结
综上所述,找到了刀库轴圆周运动角度、动梁轴直线坐标、任意换刀点三者之间的计算公式,实现刀库在理论上初步定位,也找到了运用距离检测接近开关进行刀库定位检测与微调的控制方法,最终灵活运用 FC18 功能模块实现随动刀库的任意换刀点控制。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

