



海德汉数控系统固定循环在板类零件的手工编程实践
2020-5-15 来源:佛山市高明区技工学校 作者:陈学翔
摘要:针对板类零件图纸和技术要求详细分析了零件加工制造工艺,以该零件为例,基于海德汉TNC640数控系统固定循环功能和采用手工编程方法快速完成程序编制,运用数控系统的仿真功能验证程序的正确性,为单件小批量的同类型零件快速制造提供参考。
关键词:海德汉系统;固定循环;数控编程
1、 引言
海德汉 TNC 640 数控系统是海德汉开发出第一款实现铣削、车削复合加工的数控系统,在5轴高速加工领域,如航空航天、模具制造和医疗等行业得到较为广泛的应用。数控系统强大的循环编程功能可实现零件的快速制造加工,为当前单件小批量生产乃至未来个性化产品定制发展趋势下零件多样化智能制造具有良好的适应性。
2 、零件加工工艺分析
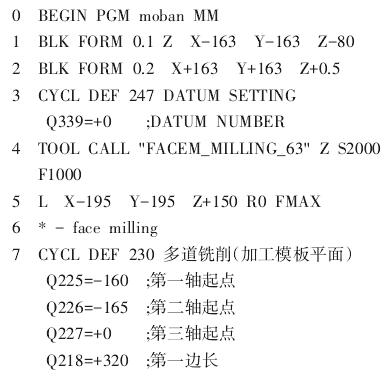
板类零件尺寸为 320×320×55mm 六面体,在 4 个角落附近均布了 4 个直径ϕ35mm 的通孔,定位尺寸为 220 × 220mm,通孔一侧的外缘倒斜角尺寸为C4mm。在模板中间均布了4个直径ϕ12mm 的通孔,定位尺寸为 110×110mm,板类零件主要尺寸如图 1所示。
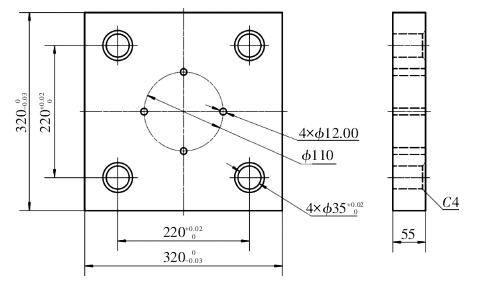
图1 板类零件主要加工尺寸
由于模板表面装配后与其它零部件接触要求表面达到Ra1.6μm粗糙度值,外轮廓尺寸精度下偏差控制在0.03mm以内。ϕ35mm孔需要与其它零部件进行装配,因此轮廓精度和定位精度要求控制在0.02mm,综合考虑到精度加工要求和现有制造条件采用中心钻钻孔、镗孔的制造工艺,为了便于后续的装配在通孔的一边需要加工出尺寸为 C4mm 的倒斜 角 。ϕ12mm孔由于尺寸公差要求相对较低,采用中心钻钻孔的制造工艺,板类零件加工工艺卡如表1所示.
表1 板类零件加工工艺卡

3 、模板加工程序编制
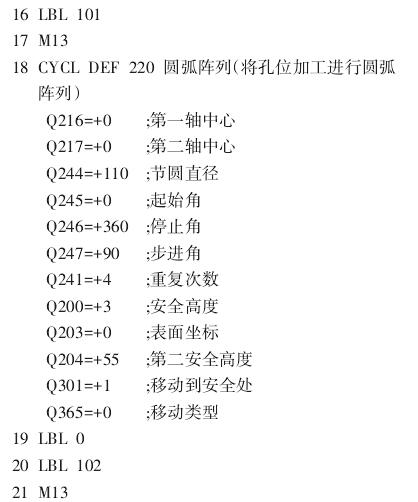
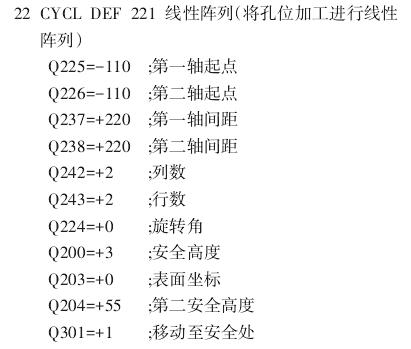
海德汉系统的固定循环编程功能具有较好的人机对话,可直观的通过系统显示器图形对话框完成程序编制。实现钻孔循环(啄钻、铰孔、镗孔、锪孔、枪钻内冷却深孔加工方式等),铣削螺纹(内、外螺纹铣削),矩形、圆弧型腔和凸台加工,平面和斜面加工,直槽和圆弧槽加工,矩形和圆弧阵列等功能。
海德汉系统强大的固定循环以及良好的人机对话功能能够完成直线、圆、圆弧等二维轮廓、孔位、型腔、凸台、斜面等特征加工,而不需要借助计算机辅助设计和辅助制造软件进行绘图、建模以及后续的计算机数控编程,而且数控加工程序编制过程相对而言更简单明了,特别是在单件小批量零件的数控加工中可大大缩短由图纸到生产的中间环节,提高了制造生产效率。
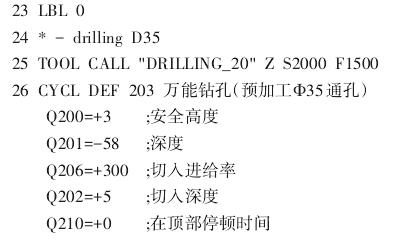
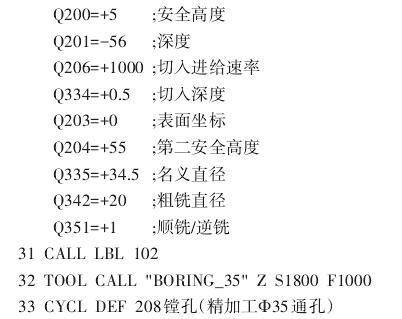
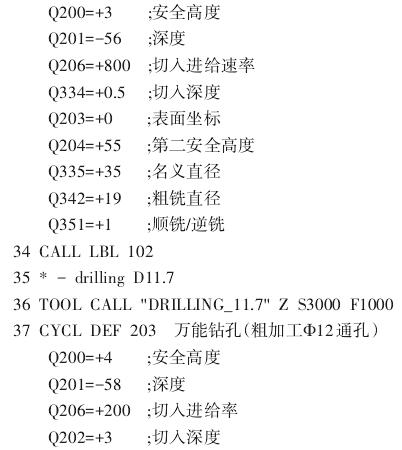
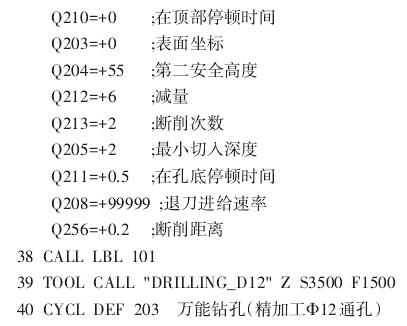
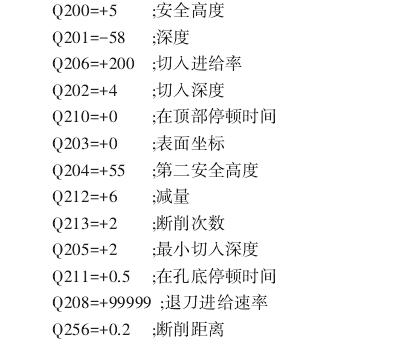
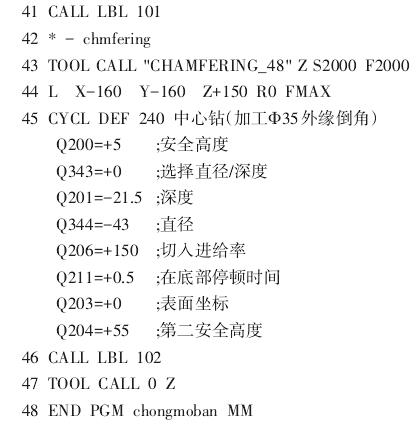
模板详细加工程序如下:




4、 程序仿真加工效果
完成程序编程以后还需要对程序进行加工仿真,使用海德汉 TNC 640 数控系统自带的仿真功能可快速检测程序语句、坐标、加工方式、加工位置等方面的正确性,减少因为程序错误引发的产品不良率以及断刀等安全事故的发生几率,模板程序仿真加工后的结果,如图2所示。
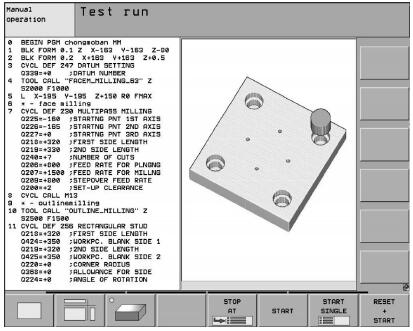
图2 板类零件程序仿真
5、 结论
以板类零件为例分析了该零件的主要技术要求,并制定出合理的加工工艺规划。海德汉 TNC 640 系统的固定循环编程功能作为零件的数控编程基础,利用该数控系统强大的固定循环功能以及良好的人机对话性,详细说明如何针对同类型零件进行数控加工程序编制。通过数控系统自带的数控程序仿真功能对编写好的程序进行验证,为同类零件的快速制造提供参考。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

