



配方调整 - 可加工性分析系统优化了金属切削结果
2014-12-10 来源:数控机床市场网 作者:
上海, 2014 年 12 月 - 高效加工绝非像烘焙蛋糕一样简单。一个关键原因是金属加工与烘焙有着很大
的不同。烘焙蛋糕时,通用面粉可以在各种配方中有效使用。与此相反,制造商十分清楚所加工的产品并没有通用的工件材料。不同的产品应用要求工件材料具有千差万别的性能属性。比如汽车车轴需要使用低合金钢的韧性。涡轮发动机部件需要使用镍基合金的耐热性。
正如其特定性能属性一样,所有工件材料的五种基本物理属性也表现各异。这些属性是磨蚀性、硬度、导热性、粘着性/延展性趋向和应变硬化。各个属性在一种工件材料中的所占比例很大程度上决定了其可加工性。相对较软的低合金钢表现出很强的粘着趋向,会导致刀具出现积屑瘤和扩散磨损;而韧性镍基合金的导热性不良,会导致切削温度极高,造成刀具变形和失效。
材料属性对加工结果的影响
理论上,如果知道工件的各合金元素的特定混合比,则可以选择适当的刀具和切削工况以产生可预测的磨损形式和良好的生产率。但实际情况常常事与愿违。对于某些工件材料,所用刀具和加工参数常常难以获得完全令人满意的结果。
原因在于工件材料的成分不同。在任何的产品制造中,工件材料的组成元素并非完全一致,都存在一定的差异。
为了确认这一现象,山高检测了一系列原材料,这些原材料名义上都是相同的工件材料,并在加工前测定了其五种属性。其中有些属性完全相同,有些则差别显著。
当工件的基本属性不同时,刀具的切削性能也会不同,生产率可能会降低。为了建立一种方法来识别这种变化并为改善刀具性能提供方法指导,山高在本世纪前几年就与钢铁供应商和其他金属加工公司展开了合作,目的是创建一个能够测定工件属性并利用测定数据预测工件可加工性的系统,而且无需考虑车削、铣削和钻削等具体应用。

可加工性分析系统
我们创建的可加工性分析系统以定量测定材料的上述五种属性为基础。硬度和导热性通过标准方法测定。含碳量或硬度分布分析可提供磨蚀性数据。在断屑点测量切屑伸长率能够定量测定粘着趋向,根据材料的拉伸和屈服强度与参考材料的屈服强度之间的关联公式可衡量应变硬化。
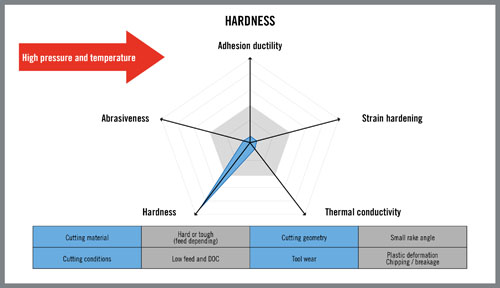
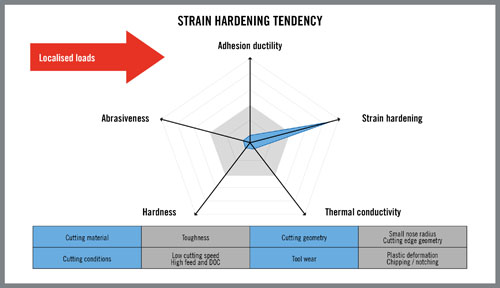
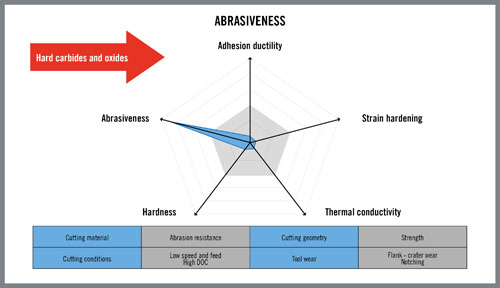
材料属性数据点在五点网格或五角星中绘制出来。低值靠近五角星中心,高值偏向其边缘。数据点包围的区域以图形方式显示了材料的总趋向。将材料属性的五个数据点结果连起来,便会在五角星网格边缘内得到一个五边形。
除了图形显示特定工件材料的综合属性之外,该系统还能根据五种基本属性中的每一种属性推荐适用的切削材料、槽型及切削工况。该系统还说明了典型的刀具磨损形式。
比如材料有粘着趋向时,需要使用韧性刀具基体以及韧性镀层、锋利的切削刃(小圆角半径)和大前角,切削工况也偏向于温度控制(通常切削速度足够高以带走延性切屑中的热量)。刀具磨损形式包括微崩、积屑瘤、剥落及沟槽磨损。

另一方面,用于切削坚硬材料的刀具应该采用坚硬或韧性基体(取决于进给率)、小前角切削刃以及低进给率和小切深。典型的刀具磨损包括塑性变形、崩刃和断裂。
加工容易应变硬化的材料时,需要选用韧性大、刀尖半径小以及切削刃几何角度合适的刀具,并选择低切削速度、高进给率和大切深。主要刀具失效模式包括塑性变形、崩刃和沟槽磨损。
高温合金等材料的导热性差,要求刀具具有高抗压强度、大前角和强壮的切削刃。通常采用低切削速度和进给率,刀具失效形式可能表现为塑性变形或高磨损速率。

最后,用于加工磨蚀性工件的刀具毫无疑问应该设计有耐磨蚀基体和强壮切削刃。适合采用低进给率、低切削速度和大切深。磨损形式包括后刀面磨损、月牙洼磨损和沟槽磨损。
对于特定的工件材料,该分析系统显示了材料的综合属性,重点体现了属性的相互影响。
工艺调整
当初始加工结果未达到预期时,可以使用这种综合方法,它能调整刀具和切削参数,从而获得所需结果。例如,如果预计材料具有高粘着趋向,则会产生长切屑。但是,如果切屑比预期的偏长或偏短,表示粘着趋向大于或弱于最初的判断。查看五角星分析图,或者只需要知道其他属性的性能影响指标,便能帮助机床技工调整刀具特性和切削参数,以适应工件的实际属性。这就如同调整蛋糕配方中的成分以解决第一次烘焙操作不如意的情况。
根据材料的成分和结构对工件材料进行分类(比如美国 ANSI 和欧洲 ISO 标准)是有帮助的。但这只是开发加工工艺的起点,因为即使是同一类材料或单独的工件,其属性也可能有所不同。例如,不锈钢定义为含铬量不低于 12% 的合金钢。但是有些不锈钢含铬量更高,而且生产的不稳定性会进一步改变合金成分。即使全是不锈钢,加工不同的成分时切削行为也会不同,因为成分和结构不同。
五角星系统不是简单地对工件材料进行分类,而是提供实用的帮助或指导,它能使机床技工了解刀具的预期性能和实际性能。该系统并不是说明工件材料的好与坏,而是以图示方式说明了不同的属性组合如何改变工件与切削刃之间的相互作用。关键是找到最适合工件材料属性的刀具属性组合。

结论
加工的目标是生产合格零件并实现盈利。工件材料的属性对加工工艺有着重要影响。因此,最终成本也会直接或间接地受工件材料的影响。更好地了解工件材料的属性有助于减少加工过程出现问题并提高生产率,从而获得经济高效的、盈利可观的制造结果。
作者:山高刀具集团技术培训经理 Patrick de Vos
山高总部设在瑞典法格斯塔市,致力于开发创新的金属切削解决方案,并与客户密切合作以全面理解和专注于满足他们的需求,因此誉满全球。我们在 50 个国家/地区雇用了 5000 多名员工,并通过培训、发展和员工认同计划以及开放的沟通环境来提升我们团队成员的能力。我们的员工展现了三个核心价值观 – 热忱待客、家庭归属感和个人承诺,它定义了我们的经营之道以及我们与客户、供应商和其他合作伙伴之间的交往方式。如需了解更多信息,请访问 www.secotools.com。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

