


在多种不同的工序和工况中都能表现出顶级性能的铣刀会令您获益良多,例如减少换刀次数,从而降低刀具库存并缩短生产节拍。无论您的需求是实现高精度加工的最佳工艺,还是在多种工序和材料加工中创造价值的混合生产,您都可以选择山特维克可乐满CoroMill® 390立铣刀。
型腔铣削
挑战:高效、安全地开型腔。
解决方案:利用螺旋插补和线性坡走铣在实心工件中加工孔,需要坚固的刀片端刃槽型。CoroMill 390刀片可以吸收大角度坡走或高要求插补铣产生的应力,从而确保实现低振动加工和一致的刀具寿命。
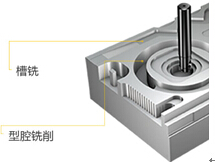
槽铣
挑战:排屑和振动。
解决方案:专为优化切屑成形和排屑设计的刀片槽型。在进行大吃刀量铣削时,振动通常会导致刀具快速磨损。CoroMill 390的轻快切削刀片搭配经过优化的不等齿距铣刀可解决该问题,并确保实现低振动的铣削加工。
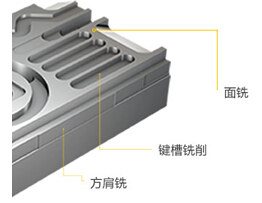
面铣
挑战:金属去除率和表面质量。
解决方案:耐用的CoroMill 390刀片能够实现极高的切削参数。为低切削力铣削设计的-L槽型是要求光亮表面和小公差面铣的完美之选。
键槽铣削
挑战:精确的槽尺寸和公差。
解决方案:CoroMill 390系列包含配备07刀片的铣刀,这些铣刀专门用于加工键槽。凭借比槽宽小0.3 mm(0.012英寸) 的刀具直径,可为后续精加工工序留出适当的余量。
方肩铣
挑战:重复方肩铣中无接刀痕的精确轮廓。
解决方案:紧公差刀片和精确的刀片定位可确保加工出无接刀方肩。CoroMill 390特有的平稳切削特性可限制径向切削力,从而在加工中实现最小弯曲度和良好的垂直度。
加工案例
一家分包商所用的两刀片铣刀只能实现2 mm (0.079英寸) 的切削深度,限制了其生产效率的提高,他们转为使用配备3个07小刀片的CoroMill 390铣刀后,切削深度能够增加至3 mm (0.118英寸)。使用新铣刀进行铣削还带来了意外收获,避免了之前的毛刺问题。
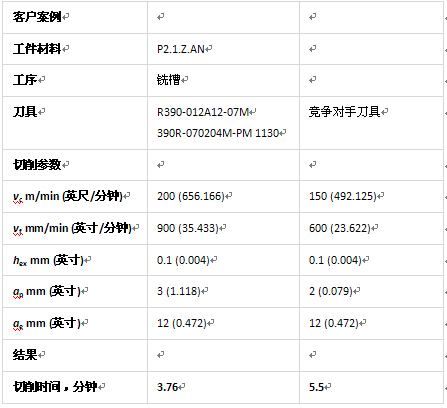

结论:使用CoroMill 390可实现更高生产效率和更长刀具寿命的双赢结果。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

