


渐开线花键齿轮加工工艺优化
2019-11-5 来源:第一拖拉机股份有限公司 齿轮厂 作者:王国强
摘要:针对热处理后内渐开线齿轮磨齿齿向不稳定的问题进行了原因分析,通过对比热处理前后数据的变化,总结出了花键孔热处理后存在的变形情况,并提出了改进措施。进行了由小径定心改为大径定心的工艺优化试验研究,最终通过增加热处理后磨内孔、靠端面的工艺,保证磨齿加工定位基准的一致性。试制后,齿轮齿向检测结果满足工艺要求,验证了优化后工艺的稳定性。
关键词:内渐开线花键 花键小径 齿向 稳定性
1、渐开线花键齿轮特点
齿轮传动是现代机械中最主要的一种机械运动,其具有传动比准确、效率高、结构紧凑、工作可靠和寿命长等特点,被广泛应用于机床、汽车、飞机和船舶等行业中。齿轮传动包括主动齿轮、从动齿轮
和机架。与主动齿轮连接的一般是轴类零件,通过键联结实现轴和轴上零件间的周向固定,以传递运动和转矩。键联结可分为平键联结、半圆键联结、楔键联结、切向键联结以及花键联结。由于花键联结具有较高的承载能力,定心精度高,导向性能好,可实现静联结或动联结,因此,在飞机、汽车和拖拉机等农用机械中应用较广泛。
按齿形不同,花键联结分为矩形花键和渐开线花键等2 种。矩形 花键联结的定心方式为小径定心,轴、孔的花键定心面均可进行磨削,定心精度高。渐开线花键联结的齿形为渐开线,其分度圆压力角规定了30°和45°等2种。渐开线花键可以用加工齿轮的方法来加工,工艺性能好,制造精度高。渐开线花键齿根较厚,键齿强度高,寿命长,且互换性较高,当传递的转矩大及轴径较大时,宜采用渐开线花键联结。
渐开线花键齿轮又分为外花键和内花键。外花键主要采用花键铣削加工,精度较高或有螺旋角要求的键齿也采用滚齿机加工,如汽车变速器输入轴花键和重型卡车后桥减速器主动锥齿轮花键。外花键也可采用插削加工,如重型卡车变速器输出轴花键,小模数外花键的无屑加工做为新工艺也逐步得到认可。外花键常用的花键无屑加工有冷挤压、冷轧等,特点是加工效率高,
有助于提高花键的强度,如汽车半轴花键和凸轮轴花键等。内花键常用的加工方式主要是拉削,
其精度较好,加工效率高,成本较低。拉削主要有立式拉床和卧式拉床,立式拉床可以消除工件自重引起的偏心,应用较广。
在批量生产中,花键的测量通常采用通正规检查方法,同时通过检测齿圈跳动来保证花键的精度。小批量生产的花键采用测量跨棒距的方式来控制花键的尺寸。精密花键也可以通过测量中心来抽检精度。
2、渐开线花键齿轮加工工艺
2.1 存在问题
渐开线齿轮由于诸多优点使用非常广泛,但是在机械加工制造方面经常遇到一些难点问题,如内花键齿轮热处理变形和花键定位不稳定等问题。本文以第一拖拉机股份有限公司加工的拖拉机减速器中的一个零件为例进行分析,其采用内渐开线花键定心,零件外观图如图1所示,零件产品图如图2所示,零件工艺参数见表1。
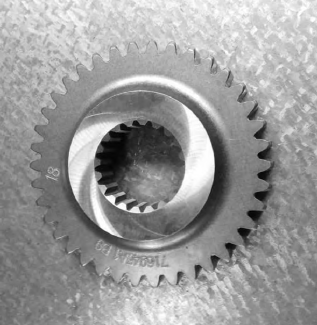
图1 零件外观图
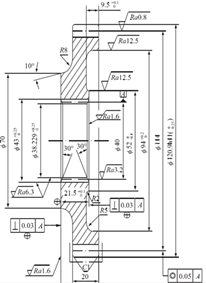
图2 零件产品图
表1 零件参数

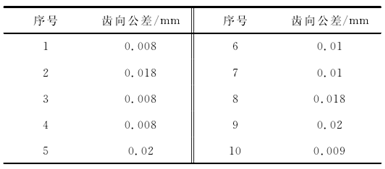
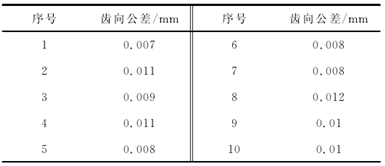
在试制中(10件小批量),采用的工艺路线为毛坯正火→齿坯→拉花键→滚齿→磨棱→清洗→热处理→磨齿→成品。在热处理后进行磨齿加工时,出现齿向不稳定的情况,齿向测量结果见表2(工艺要求公差≤0.012)。其 中,4个 不 达 标,合 格 率 仅 为60%,远远不能满足批量加工条件。
表2 齿向测量结果
2.2 问题分析及工艺改进
针对上述问题,分别对机床和工装进行了检查,结果全部正常。通过测量零件内花键小径发现,热处理后的花键小径尺寸有变化,出现锥度,具体尺寸变化见表3(工艺要求(34.91+0.10)mm)。
表3 花键小径尺寸
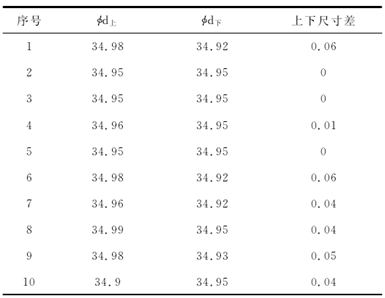
经过对比热处理前后齿向尺寸可知,热处理前花键小径尺寸全部在工艺范围内,一致性好,热处理后存在差异。结合之前加工类似零件结构情况分析可知,由于该内花 键 零件厚 度 较薄,花键孔 部位突出,花键模数小,热处理过程中很容易变形,故不合适采用小径定位。
采用花键大径定心磨齿加工后齿向测量结果见表4。由表4可以看出,结果仍不能满足工艺要求。
表4 齿向测量结果

采用上述2种加工方法都不能满足批量加工的要求,既花键定位面一致性差,造成磨齿后重复测量齿向不稳定。经过多次工艺分析后更改优化工艺路线,从磨齿定位面入手研究,仍采用花键小径定位,具体工艺路线如下:毛坯正火→齿坯→拉花键→滚齿→磨棱→清洗→热处理→靠磨端面和花键小径→磨齿→成品。在热处理后磨齿前用内圆磨床,夹零件节圆磨花键小径,同时靠一侧端面,公差在0.015mm 以内,端面跳动≤0.01mm。小批量试制后,测量齿向情况见表5。
表5 齿向测量结果
由表5试验结果可知,产品全部满足工艺要求,合格率为100%。经过大批量试制验证,产品抽样检测结果全部合格,工艺稳定性非常好。
3、结语
针对花键小径定位测量齿向测量不一致的问题,经过多次工艺分析后更改优化工艺路线,采用热处理后修整花键孔,提高定位面精度,最终满足了工艺要求,实现了批量加工的稳定性。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

