


一、技术要求与工艺分析(图1)
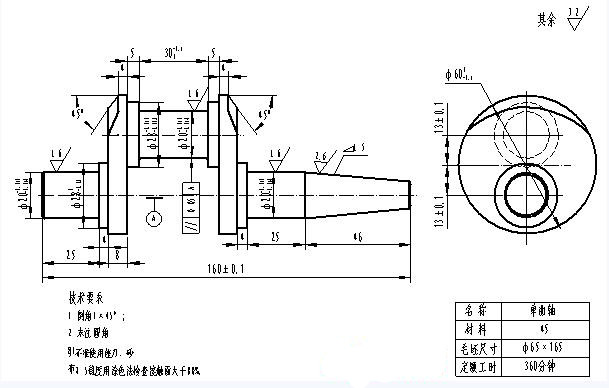
图1
1、主要技术要求:
2、工艺分析:
在机器中由回转运动转变为往复运动,往往是由偏心机构或曲轴来完成的;偏心工件和曲轴一般都在车床上加工。
偏心工件、曲轴与外圆车削有很多共同点,但是偏心工件和曲轴又有它的特殊点,这就是工件的外圆和外圆之间的轴线平行而不相重合。工件的外圆轴线平行,这一现象即称为“偏心”,这两处轴线之间的距离称为“偏心距”。
车偏心和车其它工件一样,加工方法不是一成不变的,而是按照工件的不同数量,形状和精度要求相应地采用不同的方法。
首先要考虑零件的形状、尺寸精度和公差要求,选择合适的加工工艺。因此,事前的工艺分析一定要准确,当然可靠的加工方法和步骤也是至关重要的。
(1)偏心工件的形状全靠车削加工出来,因此,应慎重考虑,必须选择好加工工艺与加工步骤。
(2)偏心工件可采用两顶尖装夹车削的方法。为了保证偏心外圆与轴心线的平行度和其它相关精度要求,车削偏心部分时,车刀必须要有足够的强度。要注意:硬质合金车刀在车削时易被碰坏,车偏心工件时顶尖受力不均匀,前顶尖容易损坏或移位的现象。因此,必须要经常检查。
(3)在用两顶尖顶车偏心工件前,首先用三爪自动定心卡盘夹住工件一端外圆,车削工件另一端的平面后钻中心孔,一夹一顶装夹车削外圆至尺寸要求,长度尽可能车得长些。调头再用三爪自动定心卡盘夹住已加工外圆,定好工件的总长,平端面、钻中心孔,工件两端面的表面粗糙度应达到要求。
二、加工难点及解决方法:
1、偏心工件中心孔的加工质量对工件的加工精度影响很大,偏心工件两端各对中心孔的位置要求一一对应,如果两端中心孔不在同一直线上,造成轴线歪斜,或中心孔表面加工不圆整、不光滑;都会严重引起曲轴工件加工后的形状误差和位置误差。所以,精度要求较高的偏心工件,中心孔一般都应在精度较高的坐标镗床上加工。
2、在两顶尖上装夹偏心工件,由于工件外圆上的受力点分布不均匀,会使装夹不牢固,开车后或切削加工中将产生较大的离心力和冲击振动,会使工件出现不圆度和工件外圆切削振动等,甚至会发生严重事故。
3、加工较长的曲轴工件时,最突出的矛盾是工件刚性差,回转不平衡,容易变形,加工较困难;曲轴加工后用支撑螺钉支撑的方法可增加工件刚性,减少变形和振动;但一定要注意顶尖和支撑螺钉不能顶得过紧,过紧会使工件弯曲变形;若支撑螺钉顶得太松则起不到支承作用,加工中螺钉容易飞出来发生事故。
4、偏心工件装夹后,原中心线已偏移一定距离,为了防止打坏车刀产生事故,进刀切削时应先从工件最高点开始。
5、检查偏心距e时,工件应在顶在两顶尖间打百分表测量。(百分表上的最大读数-最小读数=2e),如果百分表量程不够,可加块规或在高度游标尺上安装百分表和测量。
6、车削偏心工件,切削速度不宜选得过高,车刀前角与后角不宜磨得过大。
7、车偏心工件时顶尖受力不均匀,前顶尖容易损坏或移位。因此必须经常检查并保证两顶尖处在有摩擦力又有间隙的状况。
8、注意调整车床主轴的间隙,特别是当车床精度较差时,更显得重要。
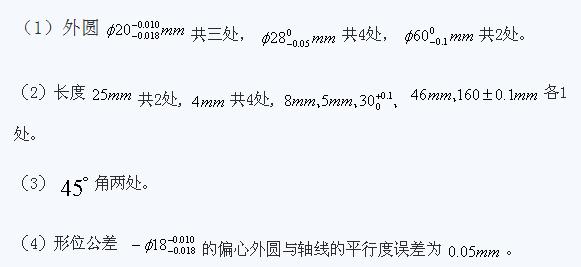
三、本例题加工方法与步骤
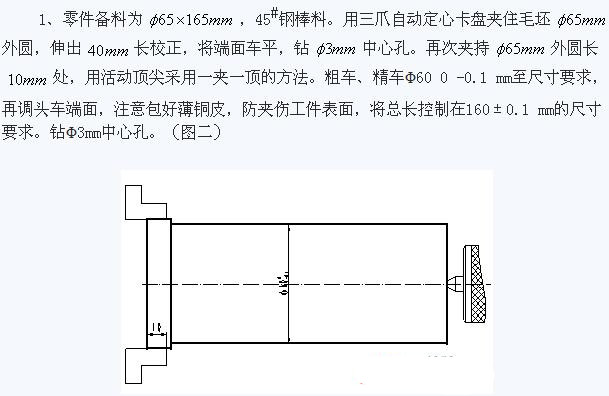
图2
2、在轴的两端面上涂色,把工件放在V形架上进行划线,用划针盘(或游标高度尺)先在端面和外圆上划一条与工件中心线等高水平线。 (图3)
图3
把工件转动90°,用90°角尺对齐已划好的中心线,在端面上和外圆Φ60mm上划出垂直中心线,在两端划出一条偏心距为13±0.1mm的中心线,再在两端划出另一条偏心距13±0.1mm的中心线,见(图4)、(图5)。在4个偏心中心精确钻出4个3mm的中心孔。
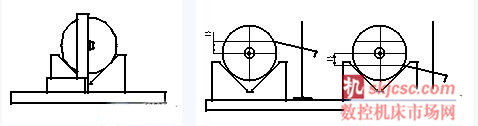
图4 图53
用平行夹夹住Φ60 0 -0.1 mm的外圆,在两曲轴中心顶尖间装夹,粗、精车曲轴部外圆尺寸Φ28-0.010 -0.035 mm×40mm,及Φ20 -0.010 -0.018mm×30 +0.1 0mm。
注意末注圆角R1的加工。(图6)
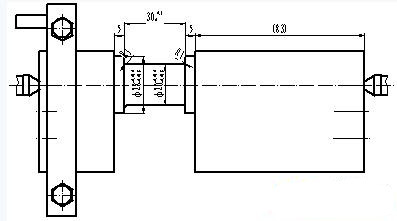
图6
4、用平行夹夹住Φ60 0 -0.1 mm的外圆,在两支承轴颈中心顶尖孔间装夹工件,并在已加工曲轴中间凹槽装上支撑螺钉来增加曲轴刚性;使用支撑螺钉时,要保证螺钉有足够的支撑力,防止螺钉甩出。更要注意:防止支撑力过大,使曲轴变形。粗车Φ30mm×74mm,控制中间壁厚8 mm和倒角45°及长度。(图7)
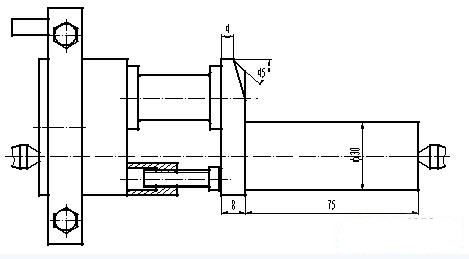
图7
5、调头:用平行夹夹住Φ30mm的外圆,在两支承轴颈中心顶尖间装夹工件,粗、精车Φ25 0 -0.05 mm×29mm和Φ20mm-0.010 -0.018×25mm至尺寸要求并倒角1×45°,控制中间壁厚尺寸8mm和倒角45°及长度。(图8)
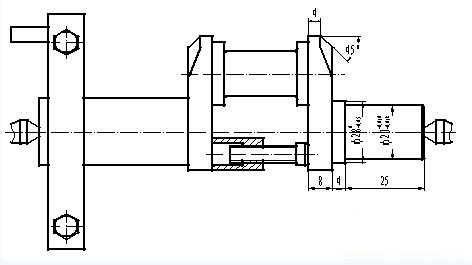
图8
6、调头:用平行夹夹住Φ20 mm的外圆,在两支承轴颈中心顶尖间装夹工件,粗、精车Φ28 0 -0.05 mm×75mm和Φ20mm-0.010 -0.018×71mm及锥度1:5至尺寸要求,控制中间壁厚尺寸8mm及倒角1×45°。 (图9)
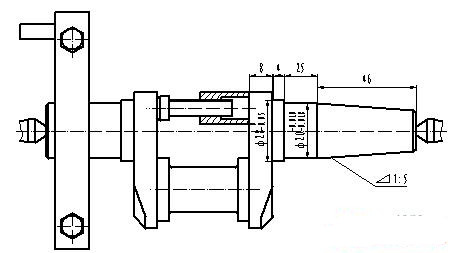
图9
至此,加工工序已基本结束,倒棱去毛刺后送检。
四、检查方法
1、采用两顶尖的方法(见图10),把百分表安装在刀架上,百分表的触头指在已精车Φ60±0.1的外圆上,将曲轴作上下少量的转动,在最高点处百分表置零,再将百分表触头指在Φ60±0.1的外圆最低处,将曲轴作少量的转动,在最低处读数,最高数-最低数=实际偏心距。用同样方法分别在两处取实际偏心值,两数值的平均值即为工件的偏心距。但这个方法只适应偏心距小于百分表可测范围的情况下,对偏心距较大的(如本例偏心距为26)应采用下述方法。
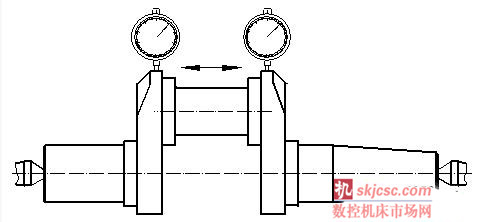
图10
2、仍采用两顶尖的方法(见图11),把百分表安装在高度游标尺上,高度游标尺放在已卸去刀架的小滑板上,百分表的触头指在已精车Φ60±0.1的外圆上,利用高度游标尺作整读数,百分表作微读数,在最高处和最低处的读数相减,求出其偏心距。也可用块规求出偏心距,其余按上述方法即可。
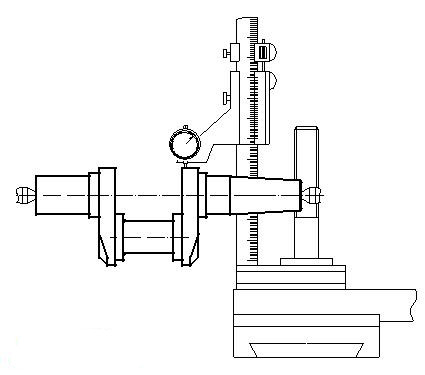
图11
3、平行度的测量(如图12),把工件两端轴颈妥放在专用检验工具上,再在垂直和水平4个不同位置检查曲轴轴线对两端轴颈轴线的平行度,其平均误差应小于图纸规定的公差0.05mm。
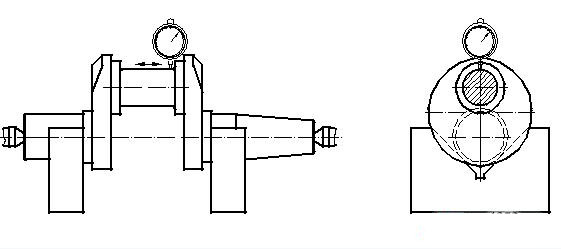
图12
车削时,先把工件车到需要的直径和长度,并把两个端面车平。然后在三爪卡盘的一个或两个卡爪上垫上适当形状和厚度的垫片,就可以车削偏心部分了。 垫片的形状和厚度,可以根据偏心距的大小不同来选择。由于垫片的形状不同,所以垫片厚度尺寸的计算方法也有所不同。 1、方形垫片厚度的计算:车削偏心距较小(e ≤5~6mm)的偏心工件,可以用方形垫片如图13。
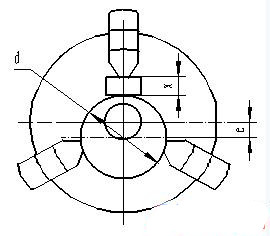
图13
其垫片厚度可用下面近似公式计算:
X = 1.5e(1-山公式2图 )
式中:X—垫片厚度(mm)
e—偏心工件的偏心距(mm)
d—偏心工件卡爪夹住部分的直径(mm)。
图中所示偏心工件卡爪夹住部分的直径为60mm,偏心距为4mm,其垫片厚度为:
X = 1.5×4( 1- 山公式3图 ) = 6×0.9917 = 5.95(mm)
2、扇形垫片厚度的计算
在车削偏心距较大(e>6mm)的工件时,可以应用扇形垫片如图14。
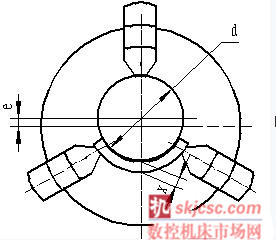
图14
扇形垫片的厚度可用下面的近似的公式计算:
X = 1.5e( 1 + 山公式4图 )
如一偏心工件直径为36mm,偏心距为10mm,其扇形垫片厚度为:
X = 1.5 × 10 × (1 + 山公式5图 ) = 16.14(mm)
3、垫片厚度的修正
由于通过计算得出的垫片厚度只是个近似值,而三爪卡盘卡爪精度、垫片材料的硬度和强度等因素也影响着偏心距;而且在实际操作中,使用按计算厚度的垫片加工偏心零件,往往大于所需要的偏心距,这就需要用试验的方法修正垫片厚度。一般是根据计算的垫片厚度先车削一个偏心工件,接着检验这个工件的偏心距,测出偏心误差值并适当修正垫片厚度,直到加工出偏心距合格的零件为止。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

