



伊斯卡Penta刀片应用于航空零件加工
2020-4-28 来源:伊斯卡 作者:-
摘要:位于Toluca的Procesos Control Numérico工厂已成为航空航天业的主要供应商。该工厂对于加工流程的持续改善一直是其成功的关键。通过改变刀具技术来改进加工工艺,帮助其克服加工上最新的挑战。
在18年前,Procesos Control Numérico Computarizado公司以一个不同的商业名称进行经营,因为那时他们采用的方法与现在完全不同。那时,由工程师Horacio NelsonGómez创立的企业向Fisher控制公司提供石油行业的零件。正当他们为石油和天然气行业生产零件时,Gómez遇到了Aarón Flores Vásquez,他目前是Procesos Control Numérico公司的主要股东。起初,他们仍是作为供应商客户的业务关系,然后在15年前,他们成为合作伙伴,以挖掘公司的市场潜力。从那时起,他们继续共同努力寻找其他重要客户,其中包括Federal Mogul。12年前,他们作为Parker的供应商进入了航空航天工业领域,如今已成长为这一细分领域的专业供应商。
起初,他们只为P a r k e r生产十个型号的零件。因Parker对这部分完成质量非常满意,并与他们建立了合作关系,他们开始负责P a r k e r更多的加工业务。Procesos Control Numérico
Computarizado公司总经理Moisés Flores Vásquez说,“前三年我们获得了大约100个型号的零件,2011年,我们已经为他们生产了300个型号的零件。迄今为止,我们已经为这家重要的航空航天公司生产了600多个型号的零件。”后来,他们开发了其他客户,例如为Dana的卡车制造车轴,他们为Dana公司制作了几个零件批次,但D a n a与世界其他国家如中国和印度的工厂展开了其他零件的加工业务。“但是,我们公司开发了大量零件,我们提供从圆坯料到精加工的轴喷嘴盖零件加工”。这部分完全由ControlNumérico开发,我们目前仍继续为Dana生产零件,尽管加工量较小。
2012年,另一位重要客户被整合进来:一家西班牙喷气式涡轮发动机制造商,公司的一部分位于Querétaro。他们现在为这家公司生产27个型号的零件。他们目前正在寻求扩大在石化行业扫码了解更多的客户群,但该行业的国内情况并不是很好。“我们也试图渗透到医疗器械行业,特别是手术医疗器械。”事实上,他们已经为骨科医生制造了整形修复的设备。然而,很多时候市场状况并
不理想,这阻碍了他们继续进入这些市场领域。
Moisés Flores Vázquez说,“航空航天和汽车仍然是我们的两大支柱;感谢我们与Dana公司和Parker公司的合作。今天我们需要更多的加工业务,因为我们有30台数控车床和两台加工中心
可以向未来的客户提供零件加工业务。”
用新一代刀具迎来新发展Procesos Control Numérico在车削中心进行了多项应用,他们正在开发一个用伊斯卡 Penta刀片进行螺纹加工的项目。Flores说:“我们找不到合适的刀具执行那些需要特定角度的螺纹加工,伊斯卡公司向我们介绍了该刀具,并使用新刀具帮助我们缩短了加工时间,提高了生产效率,并更快地完成了零件加工。”伊斯卡在此销售Penta刀片已经数年,为他们特定的螺纹加工提供量身定制的解决方案。尽管代价很高,但效率更高。Flores解释说,“我们从先前7美元换到目前看上去昂贵的刀片,但该刀具的使用更方便。”
这种新刀具被用于生产几种几何形状相似但不同尺寸的喷嘴。他们还与伊斯卡工程师一起开发了适用于加工中心的刀具,以满足Parker公司复杂零件的加工要求。Procesos Control u m é r i c o车间生产的所有零件都从棒料开始,以获得每个零件的特定几何形状。每个零件都由单一材料一次加工制成,也就是说,它们不会以焊接或连接的方式拼接。Flores说,“这帮助我们开发更复杂的零件,现在我们正在开发在4轴和5轴加工中心上生产更为复杂的零件。”
在Procesos Control Numérico工厂生产的零件是Parker公司为起落架、副翼或飞机涡轮建造的液压连接系统。“我们生产的零件应用到了所有这些系统,已有600个零件型号,我们专门加工航空航天工业中使用的这类零件,例如燃油或油液的快速连接接头。”Flores解释道,Ernesto Munguía Flores是Procesos Control N u m é r i c o公司持续改进方面的一名工程师,负责按时准确生产喷嘴,并且排查掉不合格产品,他的职能之一是不断寻求改进加工方法,最新挑战是在制造喷嘴时减少加工时间。
Munguía说,“我们与伊斯卡合作的主要项目是开发喷嘴的切槽加工,之前,我们使用刀片加工凹槽,不得不用刀片磨至0.46m m切宽并磨出10°或5°的后角。这显然增加了刀具的成本,因为磨削需要时间,我们还必须验证刀片是否符合切槽的规格。用这种刀片加工还会产生毛刺,这使得操作者无法检查零件的外径。为了破除这一困境,我们联系了伊斯卡公司,并告诉他们,除了磨制特定刀片的时间,我们的加工时间也不会带来利润,那时伊斯卡工程师向我们推荐了带有5°和10°后角的Penta刀片(见图1)。

图1

图2
”图2所示为Procesos Control Numérico公司为航空航天工业生产的部分零件。图3所示为持续改进工程师Ernesto Munguía(左)与Procesos ControlNumérico公司总经理MoisésFlores在生产喷嘴的车床前工作。图4所示喷嘴的凹槽尺寸为0.254mm,需要切削刀具能在加工过程中保持更高的一致性和更长的切削刃寿命。伊斯卡公司采用Penta 24系列刀片为Procesos Control Numérico公司开发定制刀片。这种刀片在切槽或加工喷嘴的业务中提供了出色的加工性能。这些Penta刀片具有独特的特征,切宽范围为0.78~4.80mm,最大切削深度为6.25mm。IC908牌号的刀片全面涵盖ISO-P、ISO-M、ISO- K、I S O-S和I S O-H材料组(合金钢、不锈钢、铸铁、超级合金和淬硬钢),其刚性夹紧系统使得2018年 第9期冷加工www.mw1950.com18Procesos Control Numérico公司的切槽加工收获高精度和优异的表面粗糙度质量,以及提供快速简便的切削刃更换(切削刃破损时,系统可保证刀片其余部分不受损)PCHLS/PCHRS刀杆刀方从12~25mm。Penta 24N刀片相对于刀杆纵向方向偏转3°,故而当刀片靠近加工面时,不会发生干涉或碰撞。

图3

图4
Penta刀片的采用大大缩短了加工时间,且加工的零件无毛刺。这使得他们能够避免需要另一名操作员执行额外的去毛刺工序。“这对我们来说是一个非常重要的进步,非常有益,因为它大大缩短了加工时间,减少了操作人员不必要的去毛刺过程,而且我们能够将原来磨削刀片的员工重新安置到其他业务中,除此之外,新刀片为我们提供了更精准的尺寸,而无需操作人员花时间进行测量。”Munguía解释说,“这是我们与伊斯卡公司取得的最重要进展之一。最重要的是,他们始终如一地为我们提供非常专业的技术支持。”
P
rocesos Control Numérico的工厂以前大约需要在每片刀片的磨削上耗费1h。也就是说,工作人员需要消耗一整天的时间磨削10片一盒的刀片。M u n g u í a说:“刀尖被修磨一次,我们只能使用一次。”根据这些刀片的消耗量,每周约修磨40次刀尖。因此,如果算上操作员去毛刺的时间,已经将每个喷嘴的生产时间缩短了大约40%,“Penta的另一个好处是它有五个切削刃,而我们之前使用的只有两个切削刃。我们还节省了操作员从仓库领取新刀片的时间,将其安装并加工零件。”现在,在加工过程中,当一个切削刃磨损时,我们只需将另一切削刃转位到同一个Penta刀片工作位处并继续工作。他们使用这种加工工艺为Parker公司生产喷嘴,而这占其整个生产总量的 85%。喷嘴由3 2 1 不锈钢、 3 0 4 不锈钢或钛合金作为原材料制造。喷嘴生产的第一步始于棒料。棒材被送入机床并开始加工过程。首先进行粗加工操作去除余量,获得更好的零件可加工性。随后进行精加工,切槽(采用另一款伊斯卡切槽刀G H M R完成),并进行切断加工。喷嘴生产的第一部分结束(使用伊斯卡切断切槽刀H G F H)。下一道工序在另一台机床上执行,喷嘴夹持部位做了变更以进行最终加工。
车间的质量控制体系从来料品质管理开始,他们建立了许多控制点,以实现全程品质管控的生产并获得零次品。多年来,这种过程控制助力他们能够加工品质非常高的零件。目前,他们在
美国供应三家Parker工厂,分别位于德克萨斯州Fort Worth、佛罗里达州Jacksonville和加利福尼亚州Camarillo。MoisésFlores说,“这些是我们供应零件的三个工厂,Fort Worth是其中最强的。”
该公司在航空航天工业领域获得了2013年的AS 9100标准C版认证。自那时起,他们一直保持着这一认证,并于最近再次获得认证。Procesos Control Numérico是一家小微企业,包括运营和管理人员在内仅有60名员工。Flores说,“我们总是努力以不同的方式做事情,我们很荣幸能够出席Parker公司每两年主办一次的供应商级会议,邀请那些满足他们期望并被认定为是重要的供应商人士,这意味着与他们有大量的商务往来。”在那里,全球约有300家供应商齐聚一堂,Procesos Control Numérico已多次获得认可。“让Parker这样的国际供应商认可你并不容易,我们目前是他们在墨西哥最重要的供应商。”事实上,Parker在巴西或该地区的另一个国家没有任何其他供应商,因为他们对Procesos Control Numérico提供的质量和服务感到满意。
“ 我们必须处理那些通常非常紧迫的航空航天业的紧急任务,制造一架飞机可能需要一年的时间,但有时制造计划受扰或延迟授权可能导致项目停滞不前,这就是为什么我们要做好准备,随时准备及时响应客户的要求。”MoisésFlores解释说,“我们的质量承诺是通过从公司内部及外部,不断改进我们的生产和管理流程来满足客户的要求和期望,这一直是我们的基本方针和愿景。”目前为Parker公司加工的情况是,每百万件零件的次品率为零,这充分说明了Procesos Control Numérico奉行的质量控制体系的水平。他们每年为Parker公司生产250 000件零件,并且完全没有次品。截至2018年6月, parker公司财政结算时,他们仍然没有次品。“那是因为我们有非常努力且有能力的人,具有满足需求的必要经验。”对他们公司及其行业的承诺也体现在未来,Moisés Flores和他的团队继续寻找来自不同行业的新客户。
“如果我们获得了我们正在开展的新业务,我们将需要另外30个车削中心和新设备来满足客户的需求。”检测与质量为了确保零件符合航空航天工业的要求,他们有一个特别的计量室。在用于检查喷嘴的设备中有一个光学比测仪。通过放大10倍的阴影进行比较,以便直地确定每个部分的特征。在此过程中,测量喷嘴所需的10mil图 5(1mil=0.025 4mm)插槽,并测量角度、距离和深度。他们还有新的检测设备,可以执行相的测量,但能将其检测结果输入到记录特定特征的软件中,从而不必依赖于操作员目力检测。在光学比测仪中,检测过程需要5 m i n ,而在这台新机器中则只
需要15s,新设备用于测量超过0.381mm的沟槽。
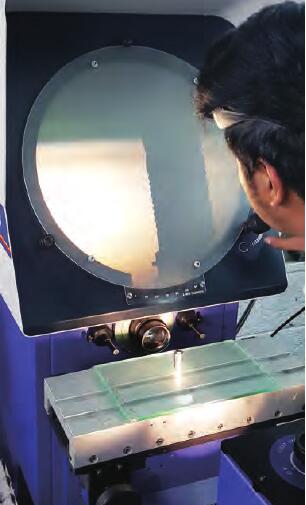
图5
为确保所有零件满足航空航天工业严格的公差要求,所有加工零件均在公司配置了最先进的测量设备的计量室进行了复检(见图5)。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

