



梯形螺纹数控车削编程与加工研究
2018-4-17 来源: 南京航空航天大学 作者:王恒厂 刘 源 王万里
摘 要:对比普通车床加工梯形螺纹的工艺方法和数控车宏程序编程特点,应用宏程序中的变量运算、逻辑运算和条件转移,用分层切削方法,分粗车和精车对梯形螺纹分别编程,解决现有梯形螺纹宏程序粗车、精车不分的编程方式,与现有编程方法相比,此方法为达到高效、稳定地车削梯形螺纹提供参考。
关键词:梯形螺纹;数控加工;分层法;精加工
1 、梯形螺纹加工工艺分析
常用梯形螺纹车削方法如图 1 所示,a 直进法适合用螺纹加工指令 G32、G92 编程,该方法梯形螺纹车刀的前、左、右三面切削,刀头部分切削力受力较大,而且排屑困难,刀尖磨损严重,产生“扎刀”现象,适合小螺距螺纹加工;b 斜进式方法螺纹车刀沿牙型角方向斜向、间歇进给至牙底,车刀单刃切削,G76 指令编程使用较多;c 交错式车削加工是最常用的方法,该方法刀具左右两切削刃磨损、受力均匀,牙形正确,牙根清。此法适用于加工螺距较大的螺纹。
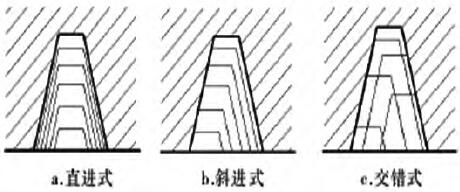
图 1 梯形螺纹车削方式
2 、梯形螺纹宏程序编程
表 1 梯形螺纹各部分计算公式

如图 2 所示梯形螺纹加工图,查阅现资料中,无论用螺纹加工指令(G92、G32、G76)编程还是宏程序编程,都极少用粗加工和精加工分开编程,因为螺纹加工指令不能单独实现精加工,宏程序编程计算比较麻烦,但是梯形螺纹加工不可能一次精车就能够达到尺寸要求,往往需要 3-5 次精加工才能达到合格要求,因此每次精车都要重复执行粗车的指令或语句,增加了辅助时间。
现以交错式分层切削方式,以粗车和精车分别对图 2 编程。
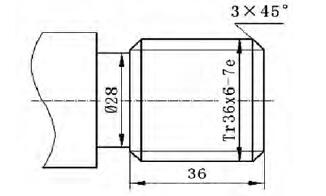
图 2 梯形螺纹零件图
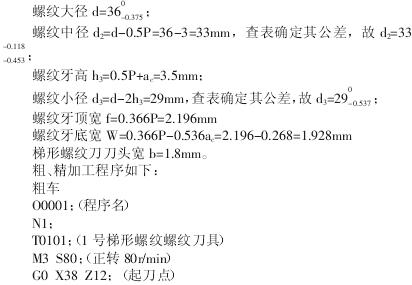
首先计算梯形螺纹各部分尺寸,依据表 1,计算如下:
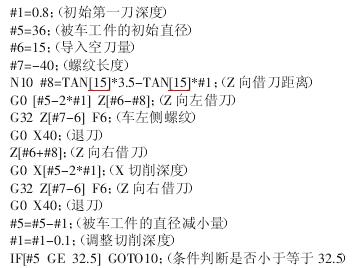
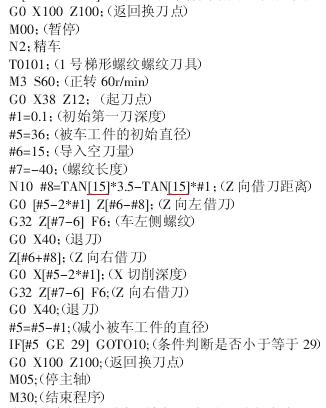
上述程序执行一次粗、精车后,螺纹尺寸仍有余量,可以从程序N2 开始执行,只执行精车加工。
3 、结束语
采用粗加工和精加工分别编程,使得梯形螺纹车削时,粗加工吃刀深,走刀快,去除材料余量大,节省时间。精加工从粗加工后的精加工余量开始,可以频繁多次重复精车,避免二次精车再次重复粗车路径,这样一次粗车,完成多余材料去除,提高生产效率,降低刀具磨损。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

