



摘要:本文介绍了SINUMERIK 840D数据交换功能在工作台交换中的应用,阐述了实现工作台交换的方法和程序。
关键词:数据接口;工作台交换;840D
概述
西门子840D数控系统主要接口信号有NC与PLC通讯接口信号、手持单元接口信号、控制面板接口信号。NC与PLC通讯接口信号主要完成NC与PLC之间的数据交换,其接口信号传输有两种方式:从NC到PLC和从PLC到NC。
西门子已经定义的接口信号见表1。
表1 接口信号数据块分配表
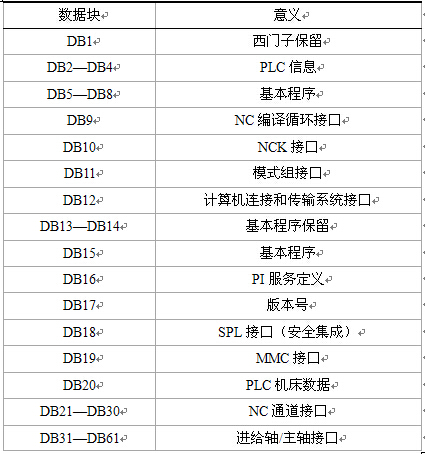

本文中工作台交换主要用到NCK接口信号和NC通道接口信号。
1.工作台交换部分主要部件如下:
工作台:共有两个工作台,用于交换和承载工件;
鼠牙盘:用于工作台分度;
托盘:用于工作台的托举和交换;
液压油缸及电磁阀:工作台的提升、分度及交换动作执行机构;
止动环:用于工作台分度和交换功能转换,是作为分度和交换的中介环节;
接近开关:用于各种位置检测,主要有工作台分度位检测、工作台交换位检测、工作台下降位检测、止动环到交换位检测、止动环到分度位检测、工作台零度位检测、鼠牙啮和到位检测、工作台可下降检测、限位托盘提升到位检测、托盘下降到位检测、托盘左旋到位检测、托盘右旋到位检测。所有接近开关的状态通过PLC读取。
2.控制流程:
在工作台交换过程中,通过M指令控制电磁阀的开关,通过NC与PLC的通讯接口判定交换中各个过程的状态。
用到的NC与PLC通讯接口数据见表2。
表2 NC与PLC通讯接口数据表

其控制流程图见图1。
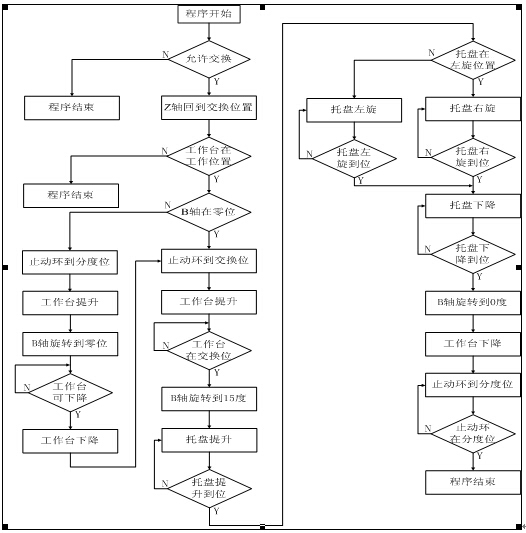
图1 工作台交换控制流程图
在交换过程中用到的M指令见表3。
表3 M指令接口表

根据工作台交换控制流程图编写NC程序如下:
;%N_MAIN_MPF
N00 IF $A_IN[9]==1 GOTO N02 ;工件夹紧完成允许交换
N01 GOTO N130
N02 $A_OUT[9]=0 ;交换完成
N03 IF $A_IN[17]==1 GOTO N08 ;Z轴回到可交换位置
N04 GOTO N05
N05 G500G1G90Z=-38F100
N06 IF $A_IN[17]==1 GOTO N08 ;Z轴回到可交换位置
N07 GOTO N130
N08 IF $A_IN[10]==1 GOTO N10 ;工作台在工作位置
N09 GOTO N130
N10 IF $A_IN[22]==1 GOTO N44 ;B轴在0位
N11 GOTO N12
N12 M64 ;止动环到分度位阀
N13 IF $A_IN[11]==1 GOTO N15 ;止动环在分度位
N14 GOTO N13
N15 G4F0.5
N21 M61 ;工作台提升
N22 IF $A_IN[12]==1 GOTO N24 ;工作台提升到分度位
N23 GOTO N22
N24 G4F0.5
N31 G500G1G90B0F100
N32 IF $A_IN[13]==1 GOTO N41 ;工作台在分度位和零位可下降
N33 GOTO N32
N41 M62 ;工作台下降
N42 IF $A_IN[14]==1 GOTO N44 ;工作台在下降分度位
N43 GOTO N42
N44 G4F0.5
N51 M63 ;止动环到交换位阀
N52 IF $A_IN[15]==1 GOTO N54 ;工作台在下降交换位
N53 GOTO N52
N54 G4F0.5
N61 M61 ;工作台提升
N62 IF $A_IN[16]==1 GOTO N64 ;工作台提升到交换位
N63 GOTO N62
N64 G4F0.5
N71 G500G1G90B15F100
N72 G4F0.5
N73 M65 ;大托盘提升
N74 IF $A_IN[18]==1 GOTO N76 ;大托盘提升到位
N75 GOTO N74
N76 G4F0.5
N81 IF $A_IN[19]==1 GOTO N83 ;大托盘左旋到位
N82 GOTO N91
N83 M68 ;大托盘右旋阀
N84 IF $A_IN[20]==1 GOTO N96 ;大托盘右旋到位
N85 GOTO N84
N91 IF $A_IN[20]==s1 GOTO N93 ;大托盘右旋到位
N92 GOTO N81
N93 M67 ;大托盘左旋阀
N94 IF $A_IN[19]==1 GOTO N96 ;大托盘左旋到位
N95 GOTO N94
N96 G4F1
N101 M66 ;大托盘下降
N102 IF $A_IN[21]==1 GOTO N104 ;大托盘下降到位
N103 GOTO N102
N104 G4F0.5
N111 G500G1G90B0F100
N112 G4F0.5
N113 M62 ;工作台下降
N114 IF $A_IN[15]==1 GOTO N116 ;工作台在下降交换位
N115 GOTO N114
N116 G4F0.5
N121 M64 ;止动环到分度位阀
N122 IF $A_IN[11]==1 GOTO N124 ;止动环在分度位
N123 GOTO N122
N124 G4F0.5
N125 $A_OUT[9]=1 ;交换完成
N130 M30
3.优化应用
以上NC程序需要在西门子840D NC程序下选择才能运行,由于在机床加工过程中工作台交换比较频繁,为方便操作者操作,将M指令与NC程序进行链接,操作者每次只需运行M指令即可调用NC程序,这样就缩短操作者的操作时间,也防止操作者误选加工程序造成事故。具体方法如下:
将NC程序命名为SUB_M51,更改NC参数。
MD10715=51
MD10716=“SUB_M51”
在西门子840D MDI编辑模式下运行M51,即可进行工作台交换。
结论:
利用西门子840D数控系统的NC和PLC数据交换功能对工作台交换进行控制,方便编制NC程序,提高交换效率,最终满足机床的控制要求。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

