



Walter Titex DC170 Supreme致强钻头,可以延长刀具寿命,提高成本效益
首次亮相:Feldmann-MAB GmbH凭着瓦尔特的全新DC170 Supreme致强系列钻头,在竞争中脱颖而出,成功赢得新一代发动机摇臂轴的制造合同,可谓首战告捷。 “致强钻头”中标的主要原因在于采用了先进的技术,持续改进加工成本效益。
在这个新项目开始前,我们一直使用标准刀具钻孔。但此次加工的是新发动机的新部件。Feldmann-MAB董事总经理Udo Achterholt说:“我们必须在各种不同尺寸的高强度钢质摇臂轴上纵向钻孔,钻孔时必须快速精确,因为位置及位置公差非常严格,所以必须凭借外界力量才能精确加工。”加工时,孔内不得有任何毛刺。因为,轴还需要经热处理。
位于费尔贝特的Feldmann-MAB GmbH是一家求新求变但又有着悠久历史的公司。2012年,Feldmann改成 Feldmann-MAB(Metallverarbeitung Achterholt & Brögelmann)公司,现有约30名员工。目前,公司主打产品为精密CNC车铣件以及成套设备制造、机械工程、实样制作、工业发动机和船用发动机制造打磨件和(商用)汽车打磨件。
新零件要求新加工方案
对于即将进行的摇臂轴项目,总部位于图宾根的精密刀具制造厂瓦尔特适时推出了DC170 Supreme致强系列产品。对于瓦尔特德国现场服务人员Udo Schuster来说,Feldmann-MAB的情况很具有代表性。Schuste说:“客户经常会向我们提出一些有趣的问题,他们通常不能确定如何以优化方式进行加工操作。于是,我们会向他们介绍一种或多种适合这类精密加工的瓦尔特产品。”
这得到了Udo Achterholt的确认。Feldmann-MAB工程师具有在大公司(例如福特和凯尼派克)的工作经历,并且了解瓦尔特的技术专长。“我们往往带着新零件直接去找瓦尔特,并提出新需求,然后一起制定方案。”当Achterholt接管Feldmann并充分展现他自己在汽车行业的丰富经验时,与瓦尔特的合作就顺理成章了。对他来说,决定性因素是“工艺必须正确,以高效经济合理的方式加工制造。当然其他公司也有好刀具,但是瓦尔特刀具在同类产品中最好的。”这种刀具现在用于加工摇臂轴:“摇臂轴离开机床时,已经是成品了,我们要做的只是去毛刺和表面处理。”
精确快速,经久耐用
所有轴都必须满足极为严格的要求。例如,它们用于全世界向医院供电的固定发电机组的气体发动机。一个这种发电机组的成本很快就会上升到100万欧元。这就是Udo Achterholt很乐意看到制造厂对相对较小的公司表现出信任的全部原因。“我们正在向该客户提供50多种配件,这些配件都是去年首次送样的。”
工艺工程负责人Oliver Fischer详细说道:“我们轴加工的所有工序都使用瓦尔特刀具:车削使用Tiger tec® Silver可转位刀片;铣削使用Proto•maxTM 高性能铣刀,钻孔使用X•treme高性能钻头。”但是,最具挑战性的工序是经过热处理后强度达1300 N/mm²的高强度钢的长内孔钻削。Achterholt表示,这种钢材特别坚硬,很难加工,尽管如此,钻孔决不能偏心。DC170 Supreme致强钻头最适合钻削这类材料。给Udo Achterholt和Oliver Fischer印象最深刻的是新钻头的三大优势:精确性高、寿命长、速度快。正如费舍尔所说:“DC170 Supreme致强钻头的切削参数比我们的标准钻头高得多。DC170 Supreme钻削平顺,不需要啄钻。”对于Udo Achterholt来说,这种钻孔也是Feldmann-MAB最后获得轴加工合同的一个关键因素。
底线:性价比更高
钻削这种材料,标准钻头直径5毫米,切削速度可达50~60 m/min,进给率0.08 mm/rev。Oliver Fischer表示:“我们在使用DC170 Supreme加工时,切削速度超过70 m/min,进给率0.15 mm/rev,速度快两倍以上。”钻孔要求的总时间更具有吸引力,因为不再需要啄钻。钻一个孔,标准钻头需要大约2.5~3分钟,而Water Titex DC170 Supreme致强钻头仅需40秒。
Udo Achterholt算了一笔成本细账:“不但客户总成本降低很多,而且成本效益、精度改善和时间因素都很关键。这就是我们很乐意使用价格稍贵一点的刀具。”在积累这些宝贵经验后,Feldmann-MAB刀具正逐步换成了瓦尔特产品,而且另一个重点项目也有了眉目:引进瓦尔特刀具管理系统。
DC170 Supreme “致强钻头”
瓦尔特DC170 Supreme致强系列具有优异性能的一个关键原因是采用新型刃带设计,钻头具有全新的性能等级。径向分布的刃带保证加工稳定性,从而提高生产效率。在钻斜孔或十字孔时,钻头承受极大的机械负荷。
这也会大大延长刀具使用寿命,提高成本效益。钻削期间,径向分布的刃带还能有效散热。采用独特的刃带设计后,与标准钻头相比,冷却液循环效果更好。采用冷却油槽设计,确保冷却液不间断冷却,同时还可防止有害的切屑堵塞。采用特殊的刃带方位,可减小破坏性振动。这样,既能保证平稳运行,又能改善加工稳定性。
DC170 Supreme致强系列 钻头可修复三次,直到剩下两条冷却油槽时报废。用户可充分利用这种翻新潜力,降低生产成本。
DC170 Supreme致强系列产品特点汇总:
• 由于采用全新刃带设计,加工可靠性高
• 采用径向冷却油槽,润滑剂流通顺畅,可防止集屑
• 与传统整体硬质合金钻头相比,刀具使用寿命延长50%,工件价值增加35%,因此生产效率高
• 连续径向支持,零件质量得到改善
• 刀具使用优化,生产成本低
图片1:

图文说明:Feldmann-MAB董事总经理Udo Achterholt誓言永做瓦尔特全新 DC170 Supreme钻头的忠实粉丝。“尽管刀具价格较高,但总生产成本明显低很多。”
图片2:
图文说明:“DC170 Supreme的切削参数比我们的标准钻头高得多。”Feldmann-MAB工艺工程部负责人Oliver Fischer说。
图片3:

图文说明:通过Feldmann-MAB的首个重点项目,他们已经看到了其中奥妙。(左起)瓦尔特德国公司现场服务人员Udo Schuster、工艺工程部负责人Oliver Fischer和公司拥有人Udo Achterholt。由于采用DC170 Supreme钻头,公司成功中标一份大合同。
图片4:

图文说明:不显眼但又至关重要的因素:高强度钢制摇臂轴纵向钻孔Walter Titex DC170 Supreme致强系列钻头采用单次不间断走刀,钻孔精确快速。
图片5:
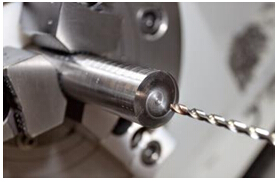
图文说明:Walter Titex DC170 Supreme致强系列钻头:钻头只需一个小导孔,贯通整个材料,即使钻削最坚硬的钢材,也不需要啄钻。
图片6:

图文说明:瓦尔特全新DC170 Supreme“致强钻头”给了Feldmann-MAB很大优势,提升了竞争实力。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

