



切削工艺可以影响最终成品零件的表面完整性,有可能最终导致薄壁零件变形、或降低关键旋转零件(盘和轴)的疲劳寿命。切削力和加工期间所形成的高温的共同作用会导致零件微观结构的改变,进而引起显微硬度,晶界塑性变形,以及零件表面下的的残余应力的变化。
山特维克可乐满与AMRC(先进制造研究中心)合作进行相关研发工作,开发出了最佳的刀片牌号、槽形和切削参数,以确保加工后的零件处于最佳的状况。
导致被加工表面质量恶化的关键因素包括:
• 切削参数。进给的变化影响较小,但在使用已磨损的切削刃加工耐热超级合金时,提高切削速度对零件的表面特性会造成不利影响。
• 牌号/槽形可影响到刀具磨损。关键点为所谓的刀片的刀尖部分。这一部分切削刃将热量传递到零件并由它获得零件的最终尺寸。此处发生的磨损将增加切削力并提高切削温度,从而导致刀尖更多的不规则运动并引起零件的变形。
采用如下刀片可获得最佳的表面结果:
• 耐热超级合金——牌号为S05F的CVD涂层CoroCut RO刀片,切削速度50m/min
• 钛合金——牌号为H13A的非涂层CoroCut RO刀片,切削速度可高达120m/min
可预测的加工
为了确保所选刀片能够完成一次走刀,我们提供了螺旋切削长度(SCL)的相关信息。对于给定的直径和切削长度,可以计算出在给定进给量下的SCL——随后即可应用正确的速度以确保在磨损程度允许的情况下完成走刀,从而获得良好的表面完整性和正确的尺寸,而无需再次切削。
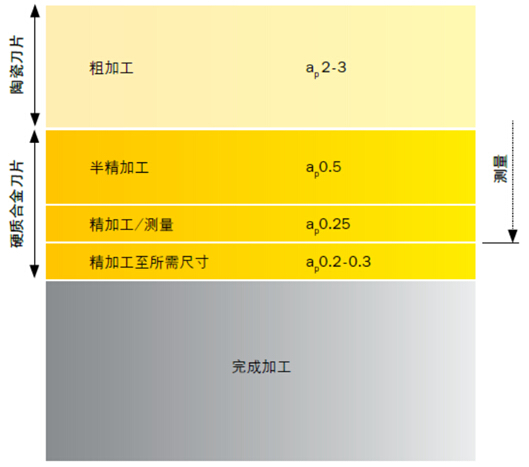
精加工的最佳方案
粗加工—如果使用陶瓷刀具,由于材料变形较大,应为后续工序留有1mm的余量。
采用硬质合金进行精加工(3次走刀)——使用SCL计算以确保所用的切削参数能满足切削长度的要求。
1)半精加工—切削余量0.5mm
2)“测量精加工”—刀片与精加工刀片完全相同—切削余量0.25mm
2b)测量零件,进行最后一刀的尺寸校准并输入相应的刀补
3)精加工至所需尺寸
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

