



五坐标数控后置处理算法研究
2014-5-17 来源:陕西鼓风机(集团)有限公司 作者:徐小查
摘要:从数控编程的后处理任务出发,以特定五坐标机床! ( 为研究对象,以机床编程手册为参考,以刀具路径模拟软件)*+,- 为研究及模拟工具,阐述了五坐标数控机床控制系统./00 的数控程序坐标计算方法。
1、后置处理概述
数控机床种类繁多,要想开发通用的后处理软件是不可能的,也是没有必要的。可根据现有多轴机床的特点,开发性能可靠,使用方便的专用后处理软件。数控机床的所有运动和操作都是执行特定的数控指令的结果,完成一个零件的数控加工一般需要连续执行一连串的数控指令,即数控程序。在自动编程中,一般先计算出刀位数据文件(@B),它由点坐标及其法矢量等组成,它还不是数控程序。还需要进一步把刀位源文件转换成指定机床能执行的数控程序,输入到数控系统,才能进行零件的数控加工。
在数控编程中,把刀位数据的计算过程称为前置处理。把刀位数据文件转换成指定机床能执行的数控程序的过程称为后置处理( POST PROCESSING)。
2、后置处理的主要任务
后置处理的任务就是把刀位文件转换成指定数控机床能执行的数控程序。通常多轴后置处理是根据具体机床运动结构和其数控系统能够接受的控制指令格式,将前置处理中计算的刀位数据变成机床各轴的运动数据,并按其控制指令格式转换成为数控机床的加工程序。
后置处理过程原则上是解释执行,即每读出刀位源文件中的一个完整记录(行),便分析该记录类型,根据记录类型确定是进行坐标变换还是进行文件代码转换,然后根据所选数控机床进行坐标变换或者文件代码转换,生成一个完整的数控程序段,并写到数控程序文件中去,直到刀位源文件结束。"
3、后置处理算法研究
一般来说,五轴联动是指数控机床的X、Y、Z 三个移动坐标和绕X、Y、Z 轴旋转的三个坐标A、B、C中的任意两个坐标的线性插补运动。
五轴机床中的五个坐标通常是由三个移动坐标X、Y、Z 与三个转动坐标A、B、C 中的任意两个组成。转动坐标A、B、C 的运动可由回转工作台的转动或刀具的摆动来实现。不同类型的数控机床,其运动方式不一致,故其后置处理算法也各不相同。
4、以下介绍我公司五坐标数控机床C. B.Ferran 的控制系统CNC E500 的数控程序的坐标处理算法。
后处理算法工作的开展以机床编程手册为参考,以刀具路径模拟软件PLO3D 为研究及模拟工具。 是C. B.Ferran 公司开发的一种工具软件,用于模拟演示、验证和修改符合ISO标准的数控铣程序。它在屏幕上显示刀具中心的路径,还可以显示刀轴方向和程序原点坐标,在五坐标模拟加工中不仅显示程序坐标而且显示其对应的法矢量。
本文以PLO3D 为工具,研究了某机床后处理程序的算法。首先研究了机床五个坐标的确定方法,然后研究了已有程序中的坐标关系,最后对已有的刀位数据进行后处理生成了五轴加工数控程序。
C.B.Ferrari机床的两个转动坐标是:绕x轴的转台坐标和绕Y轴的摆头坐标,在该机床的控制系统中,其相应旋转运动字地址分别是A 和C。根据机床特点,机床五个坐标运动字地址的顺序为XYZAC。
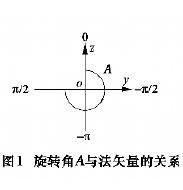
C.B.Ferrari的C转角的编程中心在刀尖点或刀心点上,对三个平动坐标的数值没有影响,C角的零点与Z轴重合。根据该机床的特点,设摆角C 坐标中心在刀具中心,绕Y轴顺时针转动角度值为正,逆时针角度为负;转角A 在其转动平面内的角度如图A 所示。
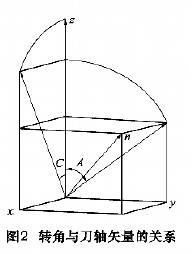
经分析得到机床A、C 转角与刀轴矢量的关系如图B所示,从图中,得出A、C 转角的坐标计算公式如下:由图A、B 得到A 转角与法矢量的关系,其计算公式为:

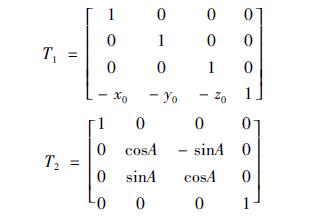
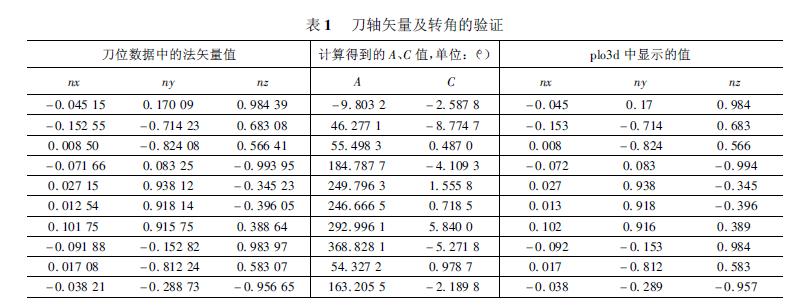
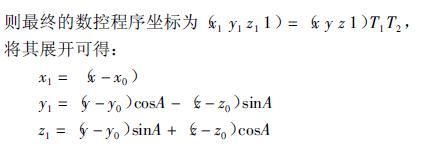
至此,数控加工程序的五个运动坐标全部计算出来,再按照该控制系统程序代码格式将其插入程序中,就是数控程序了。注意旋转摆头虽不影响X1、Y1值,但与之相关的实际运动坐标将随其绕刀尖点的转动而产生相应的平移。" 算法验证把一个叶片表面的环形刀位数据用上述方法转换成数控程序,在PLO3D得到图3所示的图形。

表1的数据进一步证明了刀轴矢量和转角关系算法的正确性。数据来源于经过验证的C.B.Ferrari程序中的数据,计算结果与软件中显示的结果基本吻合。
5 结语
在五坐标加工中,角度坐标是以刀轴矢量和机床转角关系为依据计算得到的,是进一步计算三个平动坐标位置的基础。根据本文总结出的关系,将计算得到的刀位数据(包括位置及其矢量)换算成加工坐标并进而生成加工程序,用PLO3D软件进行刀具模拟,得到了正确的结果。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

