



摘要:本文介绍一种新型结构的内孔镗削装置(镗刀座),在本镗刀座上装夹镗孔刀杆可以实现长径12-14的深孔镗削,并可以保证有足够的刚性来满足深孔镗削的各种工艺要求。
关键词:内孔,镗削、镗刀座
一、引言
数控卧式车床作为一种通用设备,可以完成各种轴类、盘类零件的加工,可以车削各种螺纹、圆弧、圆锥、回转体的内外曲面。随着现代工艺的不断发展,在卧式车床镗削内孔的工序越来越普遍,尤其是镗削深度较大内孔的工序也越来越多。
在数控卧式车床上镗削内孔的方式很多,主要有以下几种:
1、在转塔刀架上,通过专用的镗孔刀夹实现,主要分为普通立式转塔刀架式、燕尾型立式转塔刀架式及卧式转塔刀架式,见下图a、b、c所示:

图a普通立式转塔刀架
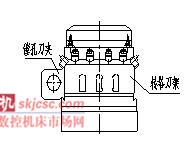
图b燕尾型立式转塔刀架
图c卧式转塔刀架
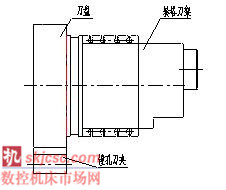
2、在滑板上通过专用的普通镗孔装置(镗刀座)实现,见下图d所示:
图d 普通镗刀座示意图
上述几种方式加工内孔的方式,各有优势,图a、b、c所示结构适合加工直径φ80mm以下,长径比≤3左右的内孔,且较适合较小切深的情况;如各种参数大于以上描述,则会出现振刀及让刀现象,导致工件内孔粗糙度值较大,里孔呈“八”字,但结构简单,操作方面,是较常用的一种加工内孔的方式。图d所示结构,可以加工直径较大且长径比较大的深孔,但一般镗刀杆直径一般控制在φ130mm以下;如果镗刀杆直径过大,势必会造成镗刀座整体加长,镗刀座等整个工艺系统刚性会受到较大的削弱,见图e、f所示

图e 镗刀座前端变形示意图
图f 镗刀座后端变形示意图
二、新型镗刀座的设计
从上述引言可以,无论是传统的刀架式镗孔刀夹,还是普通的镗刀座,都不能满足加工直径较大且长径比较大的深孔,为此,设计了一种新型的镗刀座,可以有效的避免出现图e、f所示的现象,从而保证被加工零件内孔的各种精度要求。
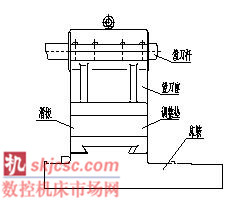
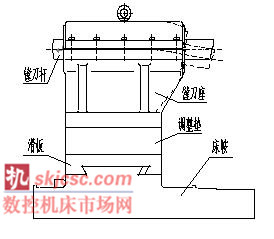
镗刀座由床鞍带动实现Z轴正负方向的进给,由滑板带动实现X轴正负方向的进给,见图1所示:
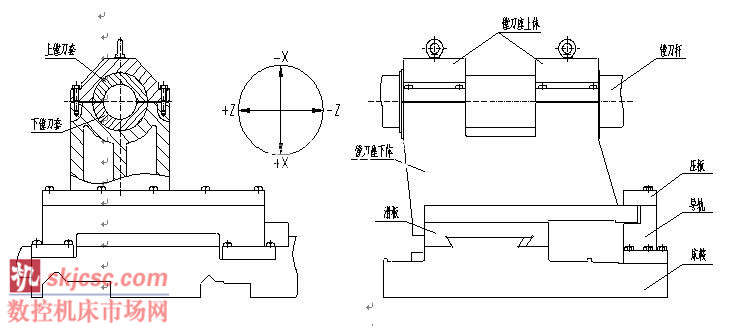
图1 新型镗刀座示意图
镗刀座安装在滑板上,由镗刀座下体,上体,导轨,压板及上下镗刀套组成,镗杆安装在镗刀座上下体中间上下镗刀套中,并由若干六角头螺栓及定位销紧定。镗刀座下体整体安装在滑板上,通过螺钉及销钉紧密的联接在滑板上;其X方向导轨安装在床鞍上,与压板共同组成滑动导轨副,由滑板带动沿着X轴运动;不同上下镗刀套的厚度可以满足不同直径镗杆的夹持要求,从而实现不同工件的加工要求。
镗刀座在安装过程中,需测量滑板上面与主轴中心的高度,再配刮镗刀座下体,保证主轴中心与镗杆中心共面;同时还需测量导轨的安装基面与镗刀座下体的上导轨面的高度差,通过配磨导轨下面,达到装配要求;完成上述两序后,还需刮研导轨副之间的贴塑导轨板,达到滑动导轨副的装配技术要求,为保证导轨副运动过程的平稳性还需定期为导轨润滑。
其加工过程的操作完全同数控车床的操作,如需在镗削较深内孔时需要乳化液,完全可以通过选用中间出水型的镗刀来实现。
三、结论
本结构的镗刀座通过试制,并在多个加工用户处试验,在加工较大直径的深孔时,完全可以满足各项技术要求,证明本结构是合理,适用的。
(本文来自:中捷机床有限公司)
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

